Концерн «Электромонтаж»
УДК 621.355.002.72 (083.96)
Срок введения в действие 1 января 1993 г.
Инструкция содержит указания по монтажу стационарных кислотных аккумуляторных батарей и конденсаторных установок. Для электромонтажников, а также инженерно-технических работников проектных, монтажных и эксплуатационных организаций.
Автор-составитель: Михаил Натанович Юровский
Утверждена техническим директором Концерна «Электромонтаж» 29 мая 1992 г.
Взамен ВСН 365-76
1. ВВОДНАЯ ЧАСТЬ
1.1. В первой части настоящей Инструкции приведены указания по монтажу стационарных кислотных аккумуляторных батарей, применяемых для питания оперативных цепей, аварийного освещения, отдельных электроприемников электростанций, подстанций и других электроустановок, а также АТС и других объектов связи.
1.2. Монтаж аккумуляторных батарей рекомендуется выполнять силами звена в составе не менее двух электромонтажников по аккумуляторным батареям, один из которых должен иметь разряд не ниже четвертого.
2. ТРЕБОВАНИЯ К РАБОЧЕЙ ДОКУМЕНТАЦИИ
2.1. Рабочая документация должна содержать:
2.2. Типовые узлы и детали стеллажей должны быть привязаны проектной организацией к конкретным условиям данного объекта и иметь штамп или надпись, разрешающие их применение.
2.3. Заказчик должен передать монтажной организации комплектовочные ведомости и заводские инструкции по монтажу и эксплуатации аккумуляторов, поступающие вместе с батареей.
3. ПОДГОТОВКА К МОНТАЖУ
3.1. После получения заказа на монтаж аккумуляторной батареи представитель монтажной организации направляется на объект для ознакомления со степенью строительной готовности.
Представитель монтажной организации обязан:
3.2. Звено аккумуляторщиков до выезда на объект должно быть обеспечено инструментом, приспособлениями и приборами согласно перечню, приведенному в приложении 1, а также спецодеждой и защитными средствами в соответствии с разделом 15 настоящей инструкции.
3.3. До начала работ монтажный персонал должен ознакомиться с рабочей документацией, при этом особое внимание следует обратить на специфику монтажа данной аккумуляторной установки и на соблюдение в проекте требований ПУЭ о наличии блокировки, не допускающей проведения заряда батареи с напряжением более 2,3 В на элемент при отключении вентиляции, и об обязательности подключения одного светильника аккумуляторного помещения к сети аварийного освещения.
3.4. Аккумуляторное, кислотное и вспомогательные помещения следует принимать под монтаж по акту. Запрещается монтировать аккумуляторные батареи в помещении, не принятом по акту.
3.5. Аккумуляторное, кислотное и вспомогательные помещения должны соответствовать требованиям СНиП, ПУЭ, а также ПТЭ и ПТБ [4].
3.6. До начала монтажа аккумуляторной батареи все строительные, монтажные и отделочные работы в аккумуляторном и кислотном помещениях, (включая укладку полов, окраску стен, дверей и окон, монтаж освещения, ошиновки, выводной плиты, отопления и вентиляции) должны быть закончены.
Вентиляция и отопление аккумуляторного помещения, а также зарядное устройство должны быть опробованы до начала монтажа батареи.
3.7. По прибытии на объект бригадир обязан еще раз проверить готовность объекта к монтажу аккумуляторной батареи: наличие стеллажей и комплектность батареи, работу вентиляции, отопления и освещения, состояние зарядного устройства, щита постоянного тока, ошиновки, выводной плиты и т.д.
Кроме аккумуляторного помещения на объекте подготавливают вспомогательные помещения для хранения аккумуляторных баков, электродов, сепараторов, кислоты, дистиллированной воды и т.п.
3.8. Перед началом работ необходимо убедиться в наличии инструментов, приспособлений, монтажного оборудования, подготовить емкость для разведения электролита и верстак для правки электродов и зачистки хвостовиков электродов.
Особое внимание следует обратить на наличие и состояние средств защиты (респираторов, суконных кислотостойких костюмов, резиновых сапог, фартуков, нарукавников, защитных очков и т.д.).
4. ПРИЕМКА КОМПЛЕКТА ОБОРУДОВАНИЯ АККУМУЛЯТОРНОЙ БАТАРЕИ ПОД МОНТАЖ
4.1. При приемке аккумуляторов и аккумуляторных батарей следует руководствоваться требованиями ГОСТ 26881-86*, комплектовочных ведомостей завода-изготовителя и заводских инструкций по монтажу и эксплуатации стационарных батарей.
4.2. Принимать детали аккумуляторов и аккумуляторные батареи рекомендуется в зоне монтажа на приобъектном складе, размещаемом, как правило, в кислотном помещении.
4.3. На приобъектный склад детали аккумуляторов или аккумуляторы должен доставлять заказчик в упаковке с сопроводительной документацией. В присутствии заказчика следует произвести подсчет деталей поочередно во всех ящиках, по комплектовочной ведомости произвести сверку и установить обеспеченность деталями для сборки батареи. При недостаче деталей следует поставить заказчика в известность специальной запиской с указанием наименования, количества и, при необходимости, размеров недостающих деталей.
Не следует приступать к работе до получения всех деталей.
4.4. Стеклянные аккумуляторные сосуды, как правило, доставляют на место монтажа в упакованном виде. Здесь их следует распаковать, протереть и проверить на соответствие требованиям ГОСТ 7342-79*.
Особое внимание необходимо обратить на отсутствие в сосудах трещин и сколов. Сколы глубиной более 2 мм не допускаются. Разность высот противоположных стенок сосуда не должна превышать 4 мм. Не допускаются режущие заусенцы, а также не режущие заусенцы, выступающие более, чем на 0,5 мм над поверхностью сосуда.
Свинцовые обкладки следует проверить на течь керосином или электролитом. Обнаруженные трещины и свищи необходимо пропаять горелкой с нулевым наконечником.
После предварительной очистки и отбраковки стеклянные сосуды следует промыть дистиллированной водой, тщательно протереть внутри и снаружи чистой ветошью или салфетками из хлопчатобумажной ткани и осторожно сложить в штабеля с прокладкой между рядами досок.
4.5. Деревянный бак снаружи должен быть окрашен кислотостойкой краской, не иметь трещин и оголенных швов шиповых соединений. Состояние внутренней и наружной поверхностей свинцовой футеровки следует проверять при хорошем освещении. Помятые места футеровки следует выпрямлять легкими ударами киянки, трещины, свищи и неплотные швы - подваривать пропан-бутано-кислородной сваркой.
4.6. Пористые сепараторы из мипласта и полиэтиленовые держатели (фиксаторы) необходимо проверить на отсутствие отверстий, видимых невооруженным глазом, трещин, сколов, надломов и короблений.
4.7. Соединительные свинцовые полосы (шины), из расчета на одну больше количества рядов стеллажей, должны быть отрихтованы.
4.8. Паяльный пруток должен быть зачищен шабером.
4.9. Осматривая стеклянные изоляторы под стеллажи и сосуды, необходимо проверить параллельность их оснований, убедиться в отсутствии трещин и сколов, после осмотра изоляторы необходимо вытереть насухо чистой ветошью.
В комплекте к изоляторам под сосуды должны поставляться прокладки толщиной 0,5-1 мм. Для установки изоляторов под стеллажи по уровню допускается изготовлять прокладки из рубероида, листового свинца, винипласта, полиэтилена и др.
4.10. Подпорные стекла должны иметь строго прямоугольную форму и отшлифованные кромки. Искривления, наплывы и трещины в подпорных стеклах не допускаются.
4.11. Пластины (электроды) следует отрихтовать и уложить в штабеля по 60-70 штук раздельно каждой полярности.
4.12. Приемка аккумуляторов СН и ЕАН сводится к проверке межэлементных соединений. При этом следует обращать внимание на состояние следующих деталей:
4.13. При осмотре эбонитовых баков следует обратить внимание на их целостность. До монтажа эбонитовые баки следует окрасить изнутри и снаружи битумным лаком, так как в них имеются микропоры, вследствие чего после заливки электролита выступает роса (запотевают), что создает большие затруднения при эксплуатации.
4.14. Данные приемки аккумуляторов любого типа должны быть зафиксированы в акте приемки электрооборудования под монтаж.
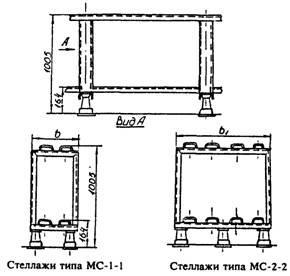
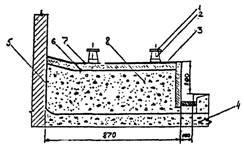
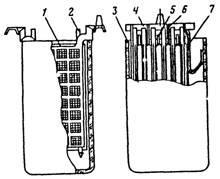
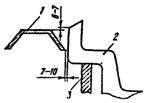
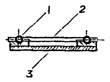
4.15. Для стационарной установки аккумуляторных батарей следует применять деревянные или металлические стеллажи (рис. 1 - рис. 4). Допускается также применение стеллажей из кислотостойкого бетона (рис. 5).
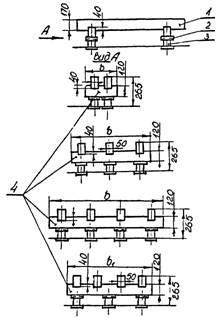
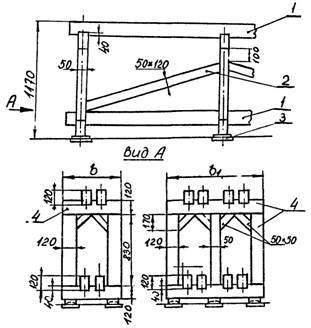
4.16. Стеллажи следует принимать после внешнего осмотра. При этом необходимо обращать внимание на отсутствие искривлений, трещин и мест с поврежденным покрытием в продольных и поперечных брусьях. Длина деревянного стеллажа не должна превышать 3000 мм, а металлического - 2000 мм. Стеллажи больших размеров (но не более 10 м) получают соединением нескольких стеллажей торцами.
4.17. Бруски деревянных стеллажей должны быть изготовлены из пиломатериалов отборного сорта, опорные тумбочки - из пиломатериалов первого сорта по ГОСТ 8486-86*. Предельные отклонения по размерам брусков: + 2 мм - по толщине и ширине, + 3 мм - по длине.
4.18. Бруски деревянных стеллажей и опорные тумбочки до сборки должны быть покрыты натуральной олифой по ГОСТ 7931-76*, нагретой до температуры 50°С, и окрашены эмалью серого цвета ХВ-785 по ГОСТ 7313-75*.
4.19. Металлические стеллажи должны быть изготовлены из швеллера по ГОСТ 8278-83* высотой 100 мм, шириной 60 мм, толщиной 4 мм. Продольные и поперечные швеллеры должны быть сплошными. Изготовление их из свариваемых частей не допускается.
4.20. Все металлические части стеллажей до сборки должны быть очищены от коррозии, загрунтованы и покрыты эмалью серого цвета ХВ-785 по ГОСТ 7313-75*.
4.21. Сборку составных деталей деревянных и металлических стеллажей должны выполнять работники генподрядной организации.
4.22. Продольные и поперечные брусья одноярусных деревянных стеллажей следует соединять в накладной замок двумя деревянными шпильками диаметром 20 мм, длиной 120 мм с применением казеинового клея. Паз для врезки в продольный брусок должен быть 30 мм, а в поперечный - 10 мм. При сращивании брусьев замки должны располагаться над опорными тумбочками.
4.23. Сборку двухъярусных стеллажей необходимо производить в следующем порядке:
4.24. Соединение продольных и поперечных швеллеров металлических стеллажей должно быть выполнено на сварке электродами по ГОСТ 9467-75*.
4.25. После сборки деревянного стеллажа поврежденные покрытия должны быть восстановлены способом, указанным в п. 4.18, а после сборки металлического стеллажа - способом, указанным в п. 4.20.
4.26. При внешнем осмотре бетонных стеллажей следует проверять соответствие расстояний между изоляторами ОФ размеру дна аккумуляторного бака, а также отсутствие пропусков битумного покрытия по всей поверхности стеллажа и канавки, особенно в местах установки изоляторов.
4.27. Приемка стеллажей под монтаж должна быть оформлена актом.
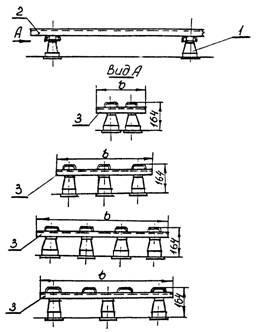
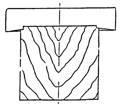
4.28. Стеклянные изоляторы (рис. 6) и деревянные опорные тумбочки следует проверить на отсутствие в них трещин, отбракованные заменить исправными. После этого с помощью стамески подогнать опорные тумбочки под стеклянные изоляторы (рис. 7). Тумбочка должна плотно входить в углубление изолятора. Места снятых фасок у тумбочек подкрасить кислотостойкой краской.
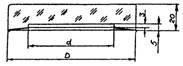
| Для аккумуляторов типов | D, мм | d, мм | Масса, кг |
| СК-1...СК-20 | 110 | 80+2 | 0,45 |
| СКЭ-16...СКЭ-20 | |||
| СК-24...СК-148 | 180 | 140+3 | 1,14 |
| СКЭ-24...СКЭ-78 |
5. УСТАНОВКА СТЕЛЛАЖЕЙ
5.1. При разметке мест расположения стеллажей необходимо в соответствии с требованиями ПУЭ предусмотреть проход для обслуживания аккумуляторов, а также соблюдать допустимые расстояния между аккумуляторами и от аккумуляторов до стен помещения.
5.2. При установке стеллажей на асфальтовом покрытии пола должны быть устроены опорные площадки с кислотоупорной плиткой по ГОСТ 961-89. Швы между плитками и асфальтовым полом следует заделать расплавленным битумом.
Установка стеллажей непосредственно на асфальтовое покрытие пола не допускается.
5.3. Одноярусные деревянные стеллажи должны устанавливаться на опорных тумбочках, накрытых стеклянными изоляторами.
Двухъярусные деревянные стеллажи должны устанавливаться непосредственно на стеклянные изоляторы под стеллажи без опорной тумбочки.
5.4. Деревянные стеллажи могут устанавливаться под стеллажи для аккумуляторных батарей номинальным напряжением до 48 В без опорных тумбочек и без стеклянных изоляторов.
5.5. После установки стеллажей следует с помощью уровня проверить горизонтальность в продольном и поперечном направлениях и выровнять стеллажи по горизонтали установкой свинцовых, толевых или винипластовых прокладок между стеллажами и стеклянными изоляторами.
5.6. При установке металлических стеллажей необходимо:
5.7. Крепление поперечных швеллеров металлического стеллажа к опорным изоляторам должно быть выполнено болтами М10×20 в исполнении 1 по ГОСТ 7798-70*.
5.8. Стеллажи перед установкой аккумуляторных сосудов следует покрыть полиэтиленовой пленкой.
6. СБОРКА АККУМУЛЯТОРОВ ТИПА СК И СКЭ
6.1. Аккумуляторы СК и СКЭ поступают на монтаж в разобранном виде, отдельными деталями. Технические данные этих типов аккумуляторов приведены в приложении 2.
6.2. В комплекс операций по сборке аккумуляторных элементов входит отбраковка и очистка пластин, установка их в сосудах и сварка.
Пластины следует подвергать тщательному осмотру, отбраковке и отсортировке. Положительные электроды не должны иметь изгиба горизонтальных перемычек со стрелой прогиба для электродов типа И-1 и И-2 более 2 мм, для электрода типа И-4 - более 4 мм, углублений на поверхности электродов - более 1,5 мм (в месте соприкосновения выдвижных ламелей); трещин и раковин в рамках и в горизонтальных перемычках электродов, неравномерной насадки активного слоя на каждой стороне электрода суммарно больше, чем площадь одной ламели; наличия осыпающегося рыхлого активного слоя; сульфата свинца на поверхности электродов более 10% поверхности суммарно с обеих сторон; коробления более 30% толщины электрода. Отрицательные электроды не должны иметь просветов между активной массой и рамкой в отдельных ячейках, превышающих по ширине 2 ряда отверстий сетки; разрывов сетки общей площадью более 2 мм2 или числом более двух; ослабления заклепок, скрепляющих электрод; трещин, раковин в рамках электродов.
6.3. После осмотра у положительных электродов необходимо путем газосварки устранить раковины и трещины, после чего шабером снять слой окиси на рамке, а хвостовики зачистить металлической щеткой. Зачищенные электроды следует отрихтовать на верстаке или рихтовальной доске. Рихтовку следует производить легким постукиванием деревянной киянки по боковой поверхности и хвостовику.
6.4. Отрицательные электроды, если имеются ослабления в местах заклепок, необходимо подваривать горелкой, затем на рихтовальной доске легким постукиванием киянки устранить выпуклости активной массы, либо при помощи строганных деревянных брусков зажать струбциной. Выпуклости необходимо устранять, чтобы при установке сепараторов не повредить свинцовую сетку, а также, чтобы избежать затруднений при установке сепаратора в элемент после приварки электродов к соединительным полосам по шаблону.
Хвостовики электродов также должны быть отрихтованы и зачищены щеткой.
6.5. Так как при зачистке и рихтовке выделяются мелкие частицы свинца (свинцовая пыль), вредно действующие на организм человека, то при выполнении этих операций рабочие должны надевать на лицо респираторы, а на руки - хлопчатобумажные рукавицы.
6.6. Отбраковку пластин, устранение у положительных электродов раковин и трещин, подваривание ослаблений в местах заклепок отрицательных электродов, зачистку и рихтовку пластин производят работники организации - заказчика, а затем передают подготовленные пластины монтирующей организации.
6.7. Отрихтованные положительные электроды следует укладывать по 25-30 шт. на установленные металлические или деревянные стеллажи, чтобы проверить их устойчивость. На каждый однорядный стеллаж необходимо укладывать три штабеля электродов - два по краям, один - посередине. Крайние штабели следует укладывать на расстоянии 0,5 м от края стеллажа.
Остальные электроды должны укладываться штабелями по 60-70 шт. в аккумуляторном помещении в непосредственной близости от стеллажа так, чтобы не препятствовать последующей установке баков.
6.8. Установку баков и монтаж батареи необходимо начинать с аккумуляторов группы коммутатора.
6.9. Устанавливать стеклянные и эбонитовые баки на стеллажи необходимо в следующем порядке:
6.10. Баки следует устанавливать для аккумуляторов СК-1 - на трех изоляторах, СК-2...СК-68 - на четырех изоляторах, СК-72...СК-120 - на шести изоляторах, СК-124...СК-148 - на восьми изоляторах.
6.11 В деревянных баках перед установкой на стеллажи необходимо произвести отбортовку свинцовой футеровки.
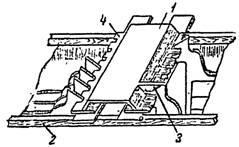
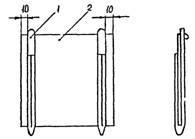
После установки бака на его дно перпендикулярно продольным брусьям стеллажа следует укладывать винипластовые или свинцовые желобки (рис. 8), в которые вплотную к вертикальным стенкам свинцовой футеровки вставлять подпорные стекла. Высота всех стекол в аккумуляторе должна быть одинаковой.
Между подпорными стеклами на дно бака необходимо вставить две деревянные распорки из планок толщиной 10 мм для удерживания стекол в вертикальном положении до установки электродов.
6.12. Установка бака должна соответствовать следующим требованиям:
6.13. Загрузку электродов в установленные стеклянные (рис. 9) или эбонитовые баки следует производить следующим образом:
6.14. В деревянные баки электроды необходимо загружать в следующем порядке:
7. СВАРКА ЭЛЕКТРОДОВ И СОЕДИНЕНИЕ АККУМУЛЯТОРОВ В БАТАРЕЮ
7.1. Сварку можно производить переменным и постоянным током; газами: водородом, ацетиленом, смесью пропана и бутана (последний способ - самый экономичный и доступный).
7.2. Для сварки переменным током следует применять трансформатор с вторичным напряжением 12 В и током 100-200 А. Для регулировки тока должен применяться реостат. Один зажим вторичной обмотки необходимо подсоединять к свинцовой соединительной полосе, а второй - к угледержателю с угольным электродом 6-8 мм с заостренным концом.
Для обеспечения надежного контакта между сварочным проводом и соединительной пластиной следует применять специальный стальной зажим. При сварке заостренным концом угольного электрода необходимо расплавить часть соединительной полосы и хвостовика электрода на глубину 2-3 мм. По мере расплавления в местах сварки должен вводиться пруток паяльного свинца.
7.3. При сварке постоянным током угольный электрод необходимо соединить с отрицательным полюсом источника тока, а положительный полюс присоединить к одной из свариваемых частей.
7.4. Сварка электрическим током, как переменным, так и постоянным, имеет один общий недостаток, заключающийся в загрязнении места сварки угольным электродом, поэтому применять электросварку целесообразно только при незначительном объеме работ, например, при вырезке из батареи нескольких покоробленных положительных пластин.
7.5. Наибольшее распространение при монтаже аккумуляторных батарей получила сварка свинца газовым пламенем, которое обладает высокой температурой, не дает возможности образования окиси, не требует применения флюсов и не загрязняет место сварки посторонними примесями. Пламя выходит из горелки острой струей, что удобно для сварки.
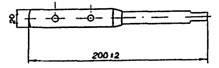
7.6. Перед сваркой необходимо подготовить паяльный свинцовый пруток, который должен быть зачищен до блеска стальной щеткой.
7.7. Газовую горелку следует регулировать так, чтобы у ниппеля установилось пламя длиной 40-50 мм с белым «жалом». Правильно отрегулированное пламя, направленное на свинцовую присадку, плавит ее быстро, без кипения и образования окиси. Олово или третник в качестве присадки не допускаются.
7.8. Перед сваркой электродов на дно баков следует налить дистиллированную воду.
Подготовку электродов к сварке следует производить одновременно для всех аккумуляторов ряда или для половины при двухрядном расположении.
При этом необходимо:
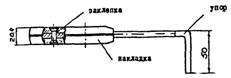
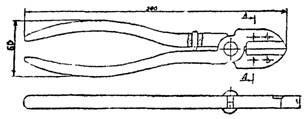
7.9. При сварке электродов следует применять специальные клещи (рис. 11) с затыльником (рис. 12).
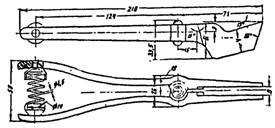
7.10. Во время сварки горелку рекомендуется держать в правой руке, а паяльный пруток свинца - в левой. Начинать сварку следует с хвостовика пластины, а не с тонкой соединительной полосы, которую при неосторожной сварке можно прожечь насквозь. При образовании мостика от хвостовика до соединительной полосы необходимо плавить паяльный пруток, следя за тем, чтобы вся поверхность хвостовика и полосы равномерно сваривалась. В процессе сварки, во избежание прожога, пламя горелки следует перемещать равномерно. При хорошо выполняемой сварке (рис. 13) вся масса расплавленного свинца должна представлять одно целое с соединительной полосой и хвостовиком пластины. После затвердения расплавленного металла необходимо снять сварочные клещи и установить на следующие пластины аккумулятора, пока все они не будут сварены с соединительной полосой.
7.11. Образовавшиеся при сварке неровности, раковины, слоистые наплывы, кончики хвостовиков пластин следует срезать ножом и свинцерезом (рис. 14), зачистить металлической щеткой и провести по срезанной поверхности пламенем горелки для того, чтобы верхняя часть сваренной пластины имела овальную форму для стока капель электролита.
7.12. После окончания сварки всех пластин необходимо разобрать рештовку (деревянные рейки и шаблоны), проверить прочность пайки (прокачиванием пластин), а во избежание коротких замыканий удалить брызги свинца на стенках сосуда между хвостовиками пластин при помощи пинцета.
7.13. Сварка электродов должна быть качественной.
Не допускается: неодинаковый уровень кромок электродов (криво припаянные электроды); перекос всей группы электродов; неодинаковые расстояния между электродами; слоистость свинца, раковины в месте сварки; подтеки свинца под соединительными полосами и электродами.
7.14. Для обнаружения подтеков и нитей свинца в эбонитовых и деревянных баках следует использовать высокоомный вольтметр, питаемый от батареи сухих элементов. Один зажим вольтметра через батарею присоединяют к положительному (для данного аккумулятора) электроду, другой - к отрицательному. Отклонение стрелки покажет наличие соединения между электродами разной полярности. Кроме вольтметра, для этой цели могут быть использованы пробники.
В стеклянных банках подтеки свинца обнаруживают путем внешнего осмотра.
7.15. Впайку медных или алюминиевых жил в кабельные свинцовые наконечники следует производить следующим образом:
После остывания и усадки припоя необходимо пламенем горелки устранить свинец и раковины на поверхности наконечника.
7.16. Собранные аккумуляторы после проверки на механическую прочность мест сварки и на отсутствие коротких замыканий следует пронумеровать. Первый порядковый номер аккумулятора должен начинаться от плюсовой шины.
Номерные знаки могут быть изготовлены и выбиты на винипластовых или свинцовых бирках и прикреплены к брусьям стеллажей свинцовыми гвоздями.
Допускается нумерация непосредственно на сосудах кислотостойкой краской.
7.17. Ошиновка окрашивается кислотостойкой краской, положительный полюс шины - в красный цвет, а отрицательный - в синий. Если ошиновка покрывается техническим вазелином, то в этом случае концы шин тоже окрашиваются согласно полярности.
8. СБОРКА И УСТАНОВКА СЕПАРАТОРОВ
8.1. Мипластовые сепараторы и полиэтиленовые держатели (фиксаторы) рекомендуется собирать одновременно для всех аккумуляторов батареи в следующем порядке:
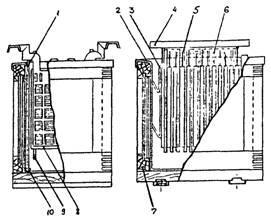
8.2. Перед установкой сепараторов в аккумуляторы следует проверить правильность установки электродов и расстояния между ними (рис. 16).
8.3. Собранные сепараторы необходимо устанавливать в аккумуляторы, начиная с середины элемента, так, чтобы все верхние и нижние концы держателей находились на одном уровне, а края сепаратора - на одной линии по ширине и высоте.
Установка сепараторов, начиная с середины элемента аккумулятора, облегчит сборку, так как при установке от первой пластины происходит веерное сдвижение пластин, что, как правило, затрудняет установку последних сепараторов и пружин.
8.4. После установки сепараторов блоки с пластинами следует сжать и зафиксировать винипластовыми пружинами за крайние кромки отрицательной пластины.
8.5. После сборки батареи аккумуляторов представители заказчика и монтажной организации должны осмотреть смонтированную батарею и составить промежуточный акт готовности аккумуляторной батареи под заливку.
Одновременно с составлением промежуточного акта заказчик должен предоставить гарантийную справку о наличии эксплуатационного персонала и готовности принять батареи в эксплуатацию.
Комментарий проверяется
Текст комментария будет виден после проверки администратором.
Комментарий проверяется
Текст комментария будет виден после проверки администратором.
Комментарий проверяется
Текст комментария будет виден после проверки администратором.
Комментарий проверяется
Текст комментария будет виден после проверки администратором.
Комментарий проверяется
Текст комментария будет виден после проверки администратором.
Комментарий проверяется
Текст комментария будет виден после проверки администратором.
Комментарий проверяется
Текст комментария будет виден после проверки администратором.
Комментарий проверяется
Текст комментария будет виден после проверки администратором.
Комментарий проверяется
Текст комментария будет виден после проверки администратором.
Комментарий проверяется
Текст комментария будет виден после проверки администратором.
Комментарий проверяется
Текст комментария будет виден после проверки администратором.
Комментарий проверяется
Текст комментария будет виден после проверки администратором.
Комментарий проверяется
Текст комментария будет виден после проверки администратором.