В объем капитального ремонта трансформаторов кроме работ, выполняемых при среднем ремонте, входят работы, связанные с разборкой активной части. Необходимость ее разборки может быть вызвана повреждением обмоток или магнитной системы, износом их изоляции. В первом случае обмотки полностью или частично заменяют новыми или восстанавливают старые, во втором устраняют повреждение, полностью или частично переизолируют пластины магнитной системы. В технологический процесс капитального ремонта обязательно входит сушка, а при необходимости прогрев и подсушка активной части. В данной главе рассмотрен капитальный ремонт трехфазных трансформаторов II—IV габаритов без РПН; некоторые особенности ремонта более мощных трансформаторов будут рассмотрены отдельно.
При капитальном ремонте полностью сливают из трансформатора и его устройств масло, демонтируют вводы, газовое реле, расширитель, выхлопную трубу, привод переключающего устройства, термосифониый фильтр, охладители (радиаторы), приборы контроля и защиты, проводку системы охлаждения, контрольно-измерительных и защитных устройств. Разболчивают крышку и, если она не скреплена с активной частью, стропят ее, снимают с бака и укладывают на заранее подготовленное место, затем стропят и вынимают из бака активную часть. Если крышка механически связана с активной частью, то их поднимают вместе. После выемки из бака активную часть устанавливают на ремонтную площадку и приступают к разборке. Разборку активной части, скрепленной с крышкой подъемными шпильками, начинают с отсоединения от переключателя и вводов регулировочных и линейных отводов. Перед отсоединением отводы нумеруют, прикрепляя к ним бирки с соответствующими обозначениями. В зависимости от конструктивного исполнения вводы и переключающее устройство демонтируют до или после демонтажа крышки с активной части.
До съема крышки мерной рейкой измеряют расстояние между ней и полкой ярмовой балки верхнего ярма. Измерение производят у каждой подъемной шпильки. Эти размеры являются контрольными при сборке. Неправильная установка крышки по высоте приводит к тому, что при установке в бак либо активная часть висит на крышке, не упираясь в его дно, либо крышка не достает до рамы. Застропив крышку за установленные на ней рымы и натянув стропы так, чтобы они не провисали, небольшим ломиком поочередно отвинчивают рымы с подъемных шпилек, после чего гаечным ключом отвинчивают и снимают с них верхние гайки и шайбы.
Затем медленно, без рывков поднимают крышку так, чтобы ни одно из отверстий не задевало за резьбу шпилек и крышка со всех шпилек снималась одновременно. Ее поднимают немного выше шпилек и транспортируют на подготовленное для нее место. Если отдельные устройства не были демонтированы с крышки до снятия ее с подъемных шпилек, то крышку кладут на козлы, позволяющие демонтировать эти устройства. Далее отвинчивают гайки, крепящие подъемные шпильки к полкам верхних ярмовых балок, укомплектовывают их снятыми гайками, шайбами, рымами и укладывают на стеллаж, предназначенный для складирования демонтируемых устройств и: крепежных деталей.
Затем приступают к демонтажу с активной части переключателей, если они закреплены на ней, например переключателей реечного и барабанного типов, отводов и их несущей конструкции. Чтобы снять реечный переключатель, от зажимов неподвижных контактов отсоединяют регулировочные отводы и отвинчиванием гаек разболчивают его крепление к ярмовым балкам. Если переключатели барабанного типа, то визуально находят места паек регулировочных отводов с ответвлениями обмоток, ножом снимают изоляцию с этих мест и, разделив соединения, отвинчивают гайки со шпилек, крепящих переключатель к вертикальным буковым планкам, извлекают шпильки из отверстий и снимают переключатель вместе с комплектом скрепляющих его бумажно-бакелитовых деталей, который называют «установкой» переключателя.
Перед демонтажом отводов, если отсутствуют чертежи, снимают эскиз их разводки и креплений планками. Далее демонтируют детали крепления отводов, раскрепляют планки и раздельно укладывают их на стеллажи для отводов ВН и НН. В местах соединения с обмотками отводы очищают от изоляции, срезая ее на конус в двух направлениях в сторону спая. Изоляцию удаляют на длине 50—200 мм в зависимости от ее толщины и диаметра провода.
Для разъединения отводов большого сечения спай нагревают электрическими клещами с угольными электродами, применяемыми для пайки. Чтобы изоляция не воспламенилась, вблизи места нагрева по обе стороны от спая оголенные отводы обкладывают мокрым тестообразным асбестом. Соединения из проводов небольшого сечения разъединяют кусачками или рычажными ножницами типа саперных. Если обмотки или отводы не предполагают заменять новыми, то места соединения разделяют аккуратно по месту спая так, чтобы не повредить их концы. Отводы, не нуждающиеся в ремонте, укладывают на стеллаж, поврежденные, у которых оплавилась, выгорела или нарушилась изоляция, откладывают отдельно.
Если все отводы имеют хорошую изоляцию и не нуждаются в замене, их не разбирают подетально, а снимают вместе с несущей деревянной конструкцией. Это позволяет значительно сократить объем работы при сборке. В процессе разборки все устройства и детали, особенно переключатели и приводной механизм, тщательно осматривают и проверяют. Устройства и детали, у которых обнаружились такие дефекты, как поломка, трещины, люфты, подгары подвижных, неподвижных контактов и зажимов, повреждения резьбы, потемнение изоляции в местах соединений, указывающие на некачественную пайку, следует заменить или восстановить. Их откладывают отдельно от исправных.
Закончив демонтаж с активной части переключающих устройств, отводов и их несущей конструкции, распрессовывают обмотки, верхнее ярмо и снимают с него ярмовые балки.
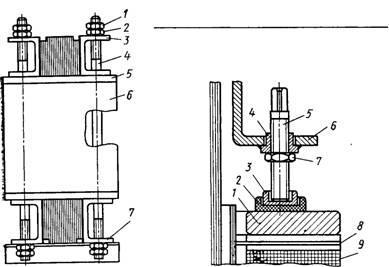
Если обмотки запрессованы кольцами (см. рис. 1), ослабляют нажимные винты 5, отвинчивая контргайки и винты, отвинчивают гайки на стяжных шпильках верхнего ярма и ослабляют его стяжку. Если обмотки запрессованы вертикальными шпильками 8 (рис. 2), то, равномерно отвинчивая гайки стяжных шпилек 9, распрессовывают ярмо, затем, отвинчивая контргайки 11 и гайки 12, распрессовывают обмотки. Следует иметь в виду, что при распрессовке ярмо может пружинить, отбрасывая крайние пакеты и ярмовые балки 10 в стороны. Поэтому ярма более мощных трансформаторов после ослабления прессующих устройств временно скрепляют П-образными скобами, расставляя их в шахматном порядке по верхней поверхности ярма.
После этого окончательно отвинчивают гайки стяжных шпилек верхнего ярма и вынимают их (если они сквозные) из отверстий ярма вместе с бумажно-бакелитовыми трубками. Если трубка свободно не извлекается из отверстия ярма, ее выбивают легкими ударами молотка по приставленной оправке. Трубки, гайки и шайбы осматривают, исправные в укомплектованном состоянии укладывают на стеллаж, а имеющие дефекты складируют отдельно.
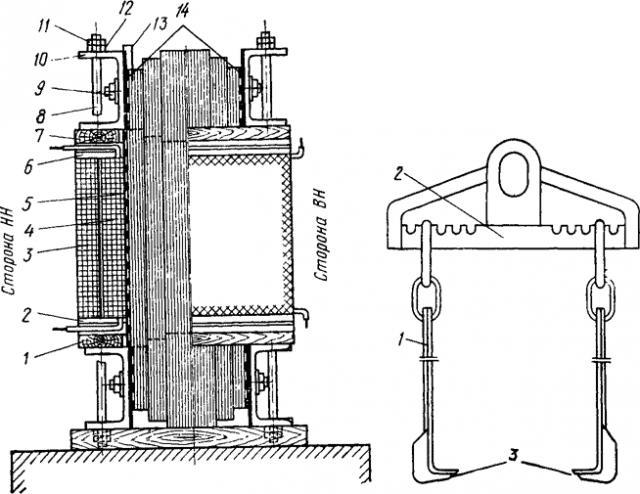
Затем удаляют шинку 13 заземления, снимают верхние ярмовые балки и изолирующие их от ярма электрокартонные прокладки 14. Небольшие ярмовые балки снимают руками. Для съема балок более мощных трансформаторов применяют подъемные механизмы и стальные стропы. При стяжке ярм внешними шпильками или полубандажами распрессовка ярма и снятие балок упрощаются: застропив балки, их концы временно скрепляют технологическими шпильками, постепенно, до полного отвинчивания гаек основных внешних шпилек или полубандажей, ослабляют прессовку ярма, затем удаляют технологические шпильки, снимают прессующие детали и балки.
Ярмовые балки со стороны отводов ВН и НН не взаимозаменяемы, поэтому при съеме их маркируют надписями «Сторона НН», «Сторона ВН». Ярмовые балки обычно укладывают на деревянные подкладки.
Далее снимают верхнюю уравнительную изоляцию 7. Если разборке подлежит магнитная система, демонтируют вертикальные шпильки 8 и приступают к расшихтовке верхнего ярма. Ее начинают с обеих сторон (ВН и НН) от крайних пакетов к середине ярма, вынимая одновременно по две-три пластины в зависимости от их количества в позиции (слое). Вынутые пластины укладывают в порядке расшихтовки друг на друга стопами на настил или специальные переносные стеллажи. При расшихтовке проверяют состояние изоляции пластин, отсутствие или наличие на их поверхности очагов перегрева, определяемых по выжженной изоляции, цветами побежалости стали и цвету лакового покрытия, отличного от нормального.
После расшихтовки верхнего ярма распушенные пластины стержней, выступающие над обмотками, связывают веревкой или мягкой проволокой, чтобы они не препятствовали снятию обмоток. Снимают верхнюю ярмовую изоляцию 6. Если демонтированная изоляция в хорошем состоянии, ее аккуратно укладывают на стеллаж и закрывают бумагой или брезентом. Поврежденную изоляцию откладывают отдельно для замены или ремонта.
Затем приступают к съему обмоток. При повреждении хотя бы одной обмотки в большинстве случаев приходится снимать со стержней все обмотки, потому что металлические оплавления и копоть, возникающие под действием электрической дуги, осаждаются на всех обмотках и изоляции. Сначала снимают наружные обмотки 3 (ВН). Для этого верхние концы внутренних обмоток 4 (НН) выгибают так, чтобы они приняли вертикальное положение и не задевали за наружные обмотки при их снятии. Если обмотки не предполагается заменять новыми, их при съеме тщательно осматривают, проверяют на отсутствие повреждений изоляции и деформаций.
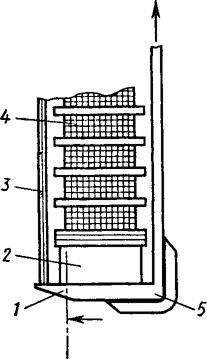
Обмотки, имеющие большую массу, снимают специальным съемным приспособлением (рис. 3), состоящим из тяг 1 с лапами 3 и траверсы 2 с отверстием для крепления к крюку подъемного механизма. Приспособление для съема и насадки обмоток трансформаторов IV—VIII габаритов имеют три тяги, расположенные на трехлучевой траверсе под углом 120°. До заводки тяг под обмотку ее немного приподнимают приспособлениями домкратного типа, устанавливаемыми в 2—3 местах по периметру обмотки. Тяги заводят так, чтобы их лапы 5 (рис. 4) заходили под опорную изоляцию соосно со столбами дистанционных прокладок и не задевали внутреннюю обмотку и ее изоляцию. На рис. 4 показано правильное положение носка 1 лапы при жестком цилиндре 3. При мягком цилиндре носок не должен заходить дальше опорного кольца 2 (пунктирной линии). Обмотку 4 вместе с тягами туго обвязывают пеньковой веревкой вразбежку по всей высоте или специальными поясами. Вначале обмотку приподнимают на 100— 150 мм и проверяют надежность обвязки, правильность строповки, отсутствие перекоса, равномерность и плотность прижатия носков всех тяг к обмотке. Если обмотка закреплена нормально, ее снимают со стержня, опускают на деревянные подкладки и освобождают тяги. В такой последовательности поочередно снимают со стержней все фазные обмотки ВН, а затем НН. Перед съемом внутренних обмоток тяги переставляют на траверсе съемного приспособления соответственно наружному диаметру этих обмоток.
Далее снимают ярмовую 2 и уравнительную 1 изоляцию (см. рис. 4), разбирают подетально электрокартонные цилиндры 5 и буковые детали, расклинивающие обмотки НН.
Никто пока не комментировал эту страницу.