Тепловизионный контроль оборудования распределительных устройств на напряжение до 35 кВ должен проводиться не реже 1 раза в 3 года, для оборудования напряжением 110... 220 кВ - не реже 1 раз в 2 года. Оборудование всех классов напряжений, эксплуатирующееся в зонах с высокой степенью загрязнения атмосферы должно проверяться ежегодно.
Тепловизионный контроль всех видов соединений проводов ВЛ должен проводиться не реже 1 раза в 6 лет. Воздушные линии электропередач, работающие с предельными токовыми нагрузками, большими ветровыми и гололедными нагрузками, в зонах с высокой степенью загрязнения атмосферы, а также ВЛ, питающие ответственных потребителей, должны проверяться ежегодно.
Оценка теплового состояния электрооборудования и токоведущих частей в зависимости от условий их работы и конструкции может осуществляться:
Превышение температуры - разность между измеренной температурой нагрева и температурой окружающего воздуха.
Наибольшие допустимые температуры нагрева Θ ДОП и превышения температуры ΔΘ ДОП для некоторого оборудования, его токоведущих частей, контактов и контактных соединений приведены в табл. 1.
Избыточная температура - превышение измеренной температуры контролируемого узла над температурой аналогичных узлов других фаз, находящихся в одинаковых условиях.
Коэффициент дефектности - отношение измеренного превышения температуры контактного соединения к превышению температуры, измеренному на целом участке шины (провода), отстоящем от контактного соединения на расстоянии не менее 1 м.
Рассмотрим основные принципы тепловизионного контроля оборудования систем электроснабжения.
Состояние контактов и контактных соединений оборудования оценивается по избыточной температуре при рабочих токах нагрузки IРаб = 0,3 ... 0,6Iном. В качестве норматива используется значение температуры, приведенное к 0,5Iном,
где ΔΘ 0,5 - избыточная температура при токе нагрузки 0,5Iном; ΔΘРаб - избыточная температура при рабочем токе нагрузки Iраб.
Таблица 1
Контролируемые узлы |
Θ °С | ΔΘ °С |
| Токоведущие неизолированные металлические части | 120 | 80 |
| Контакты из меди и ее сплавов | 75 | 35 |
| Аппаратные выводы из меди, алюминия и их сплавов | 90 | 50 |
| Болтовые контактные соединения | 90 | 50 |
| Предохранители на напряжение 3 кВ и выше | 75 | 35 |
| Встроенные трансформаторы тока: | ||
| обмотки | - | 10 |
| магнитопровод | - | 15 |
| Жилы силовых кабелей в режиме нормальном/аварийном с изоляцией: | ||
| -из полихлорвинила и полиэтилена | 70/80 | |
| -из сшитого полиэтилена | 90/130 | |
| -из резины | 65 | |
| -из пропитанной бумаги при напряжении, кВ: | ||
| 1 и 3 | 80/80 | |
| 6 | 65/75 | |
| 10 | 60 | |
| 20 | 55 | |
| 35 | 50 |
Тепловизионный контроль при рабочих токах, меньших 0,3 Iном, не способствует выявлению дефектов на ранней стадии их развития.
Степень неисправности контактов и контактных соединений оценивается следующим образом:
Токоведущие части. При оценке теплового состояния токоведущих частей различают степени неисправности, исходя из следующих значений коэффициента дефектности:
Силовые трансформаторы. Тепловизионный контроль трансформаторов напряжением 110 кВ и выше производится при решении вопроса о необходимости их капитального ремонта. Снимаются теплограммы поверхности бака трансформатора, элементов системы охлаждения, вводов и другие.
При анализе теплограмм:
Маслонаполненные вводы. Состояние ввода оценивается по распределению температуры по высоте ввода. На рис. 11.2 показан характер распределения температуры по высоте маслонаполненного ввода при нормальном его состоянии и некоторых дефектах [Бажанов С.А. Инфракрасная диагностика электрооборудования распределительных устройств.- Москва: НТФ «Энергопрогресс», 2000.].
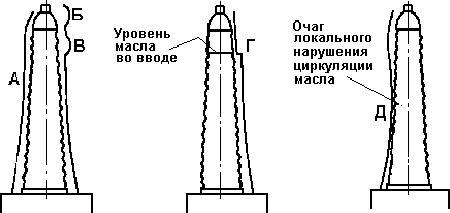
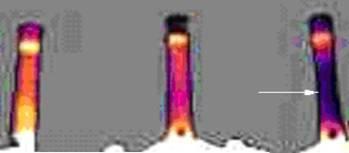
Случай Д иллюстрируется теплограммой, приведенной на рис. 3. Видно, что температура средней части правого ввода ниже, чем в двух других фазах.
Измерительные трансформаторы. Для оценки состояния внутренней изоляции измеряются температуры нагрева поверхностей фарфоровых покрышек, которые не должны иметь локальных нагревов, а значения температуры, измеренные в одинаковых зонах покрышек трех фаз, не должны отличаться между собой более чем на 0,3°С.
Аппараты защиты от перенапряжений. Признаками исправного состояния вентильного разрядника являются:
Конденсаторы. Температуры нагрева корпусов конденсаторов одинаковой мощности при одинаковой загрузке не должны отличаться между собой более чем в 1,2 раза.
Силовые кабели. Температура нагрева токоведущих жил кабелей, измеренная в местах их подсоединения к аппаратам, не должна превышать допустимого значения.
Воздушные линии электропередачи. Оценка состояния контактных соединений алюминиевых и сталеалюминиевых проводов проводится по коэффициенту дефектности. Нормами [Объем и нормы испытаний электрооборудования. РД 34.45-51.300-97. РАО «ЕЭС России». С изменениями № 1 и 2 от 10.01.2000 и 22.08.2000.] устанавливаются следующие степени дефектов в зависимости от величины коэффициента дефектности:
В заключение следует отметить основные преимущества тепловизионного контроля перед традиционными методами оценки состояния оборудования.
Тепловизионный контроль производится в рабочем состоянии оборудования, то есть под нагрузкой и напряжением. Результаты обследования в таком состоянии являются более достоверными, чем результаты обследований после снятия нагрузки или напряжения. Так, например, для гирлянды изоляторов нагрузкой является не только напряжение, но и тяжение провода. Замеченное тепловизором повреждение изолятора гирлянды может оказаться незамеченным при осмотре гирлянды после снятия с опоры.
Тепловизионный контроль проводится без отключения оборудования и в любое время. Поэтому тепловизионное обследование оборудования не мешает предприятию выполнять свою основную задачу по передаче и распределению электроэнергии.
Поскольку повреждения выявляются на работающем оборудовании, то имеется запас времени для подготовки вывода дефектного оборудования в ремонт, не отключая электроустановку и сокращая время ремонта до минимума.
Наряду с другими видами современной диагностики, в частности с хроматографическим анализом трансформаторного масла, тепловизионный контроль позволяет:
HaroldCata
Могу предложить зайти на сайт, где есть много информации на интересующую Вас тему.
----
http://www.metrstudio.ru/