Электрокартон и электроизоляционная бумага, применяемые для изоляции частей активной части, обладают пористостью и большой гигроскопичностью, при нахождении на воздухе поглощают из него влагу, в результате чего резко снижается их электрическая прочность.
Для удаления из изоляции влаги активную часть до установки в бак и заливки маслом подвергают сушке — термической обработке. Физическая основа процесса удаления влаги из изоляции термообработкой состоит в том, что при нагретой изоляции влага перемещается (диффундирует) из внутренних ее слоев на поверхность, а с нее испаряется в окружающую среду. Перемещение влаги в изоляции объясняется разностью давлений водяных паров на ее поверхности и внутри: внутри изоляции давление выше, на поверхности — ниже. Это указывает на целесообразность сушки под вакуумом. Однако по ряду причин технического порядка при индивидуальном ремонте активную часть трансформаторов до III габарита включительно и некоторые трансформаторы IV габарита сушат без вакуума. Для создания перепада давлений в процессе сушки периодически отключают нагрев изоляции и резко охлаждают наружную поверхность активной части сухим холодным воздухом.
Основными показателями, характеризующими процесс сушки, являются сопротивление изоляции и температура нагрева. Активную часть при сушке нагревают до 95—105°С, температуру стараются поддерживать постоянной.
Процесс удаления влаги при сушке характеризуется кривой изменения сопротивления изоляции при постоянной температуре. В начале сушки сопротивление изоляции резко падает, а затем в течение 5—8 ч остается почти без изменения. По мере удаления влаги оно растет и к концу сушки устанавливается на определенном значении, характерном для данного типа трансформатора. Сушку считают законченной, если сопротивление изоляции обмоток в конце сушки при установившейся наибольшей температуре остается неизменным в течение 5—6 ч. Сопротивление изоляции в процессе сушки измеряют мегаомметрами на 1000 и 2500 В, сопротивление и температуру записывают через каждый час в журнал сушки.
В зависимости от конкретных условий и наличия оборудования применяют различные способы сушки, рассмотрим некоторые из них.
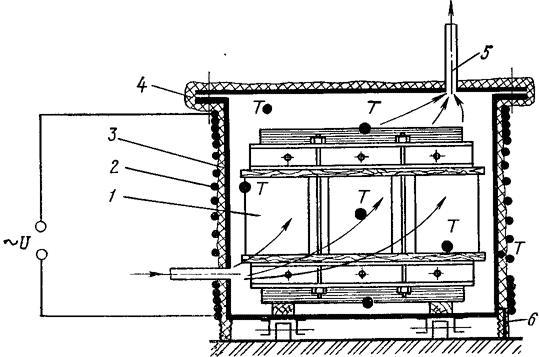
Этот способ сушки трансформатора широко применяют при единичном ремонте. Активную часть 1 помещают в бак 2, а на его наружные стенки по периметру наматывают намагничивающую обмотку 3, по которой пропускают переменный ток (рис. 21). Возникающий при этом магнитный поток, замыкаясь через стенки бака, вызывает в них вихревые токи, нагревающие бак. От него теплота передается активной части. Для этих целей обычно используют бак самого трансформатора.
Чтобы бак лучше сохранял теплоту, его утепляют снаружи асбестовым полотном 4. Поверх утепления наматывают обмотку изолированным проводом. В случае применения голого провода его закрепляют на деревянных планках (пропитанных огнестойким составом), устанавливаемых на баке. Необходимое количество витков и сечение провода приближенно определяют расчетным путем. Окончательное количество витков устанавливают в процессе нагрева, при необходимости провод доматывают или отматывают.
Для равномерного нагрева активной части витки по высоте бака располагают так, чтобы 60—70% их общего количества приходилось на нижнюю половину бака. В самом низу и в верхней части витки располагают как можно ближе друг к другу.
До установки активной части для сушки бак насухо протирают. Во избежание конденсации водяных паров дно бака дополнительно обогревают электропечами и как можно лучше утепляют крышку. Для обеспечения безопасности при сушке бак заземляют (перемычка 6). Для удаления паров влаги на крышке устанавливают вытяжную трубу 5 высотой 1,5—2 м, а внизу бака открывают одно из отверстий. Трубу утепляют асбестовым полотном.
Наиболее эффективным способом удаления влажного воздуха из бака является установка на одном из отверстий в крышке вытяжного вентилятора. Периодическое включение вентилятора повышает эффект термодиффузии. Контроль температуры при сушке осуществляют термопарами, закладываемыми в обмотки, ярма и стенки бака. Температуру обмотки поддерживают в пределах 95—105°С, а температуру стенок бака 110—130°С в зависимости от расстояния до обмоток.
Сушку ведут круглосуточно, без перерыва; ежечасно в журнал сушки записывают показания всех термопар и результаты измерения мегаомметром. Сопротивление изоляции измеряют между обмотками ВН, СН и НН и корпусом (землей), а также между каждой из обмоток и корпусом при заземленных свободных обмотках. Окончив сушку, отключают электронагрев, охлаждают активную часть до 60—70°С и заливают ее маслом.
При этом способе сушки трансформатора применяют специальные лампы инфракрасного излучения, которые преобразуют 80—90% подводимой электроэнергии в энергию теплового излучения, или специальные термонагреватели. Этот способ можно применять для сушки трансформаторов мощностью до 1000 кВ-А.
При сушке температуру отдельных частей активной части измеряют термометрами, термометрическими сигнализаторами и термопарами. Наибольшее применение в ремонтной практике получили термопары. Термопара состоит из двух изолированных друг от друга проводов 00,5—1 мм, изготовленных из разнородных металлов, спаянных между собой с одного конца.
При нагреве спая между проводами, возникает термо-эдс, которая изменяется при изменении температуры спая. Место спая помещают в зону, температуру которой нужно измерить, а свободные концы подключают к гальванометру, шкала которого отградуирована в градусах Цельсия. Различное сочетание металлов дает разную термо-эдс. Наибольшую эдс при 100°С дают термопары при следующем сочетании проводниковых материалов: хромель — копель (6,95 мВ), железо — копель (5,75 мВ), хромель — алюмель (4,1 мВ), константан — медь (4 мВ).
Если активную часть намечено сушить в баке трансформатора, то для измерения сопротивления изоляции на крышке устанавливают два или три ввода в зависимости от того, сколько обмоток в трансформаторе (обмотки НН и ВН или НН, СН и ВН). Каждый из вводов соединяют проводником с отводом обмотки соответствующего напряжения. Устанавливают термопары в каналы обмоток, магнитной системы и на стенки бака.
Через одно из свободных отверстий в крышке выводят наружу (к столику дежурного по сушке) провода от термопар и подсоединяют их к гальванометру. Провода не должны соприкасаться с токопроводящими частями и корпусом трансформатора. В месте прохода через отверстие в крышке их разводят и зажимают между резиновыми прокладками.
Все отверстия в крышке, кроме одного (для установки вытяжной трубы), закрывают глухими фланцами. После этого активную часть стропят и устанавливают в предварительно вытертый насухо бак, уплотняют и крепят крышку. Бак утепляют асбестовой тканью или матами из огнестойкого материала и наматывают на него намагничивающую — индукционную обмотку.
Для измерения сопротивления изоляции обмоток от вводов, установленных на крышке, и от корпуса бака к столу дежурного подводят хорошо изолированные провода. Устанавливают гальванометр, к которому через переключатель подсоединяют проводники термопар.
После заземления бака включают электрообогрев и начинают сушку. Дежурный по сушке должен иметь на рабочем месте инструкцию по сушке, журнал сушки, часы, мегаомметр и приборы для контроля температуры, тока и напряжения.
Во время нагрева активной части до 70—80°С люк для вытяжки из трансформатора влажного воздуха должен быть закрыт. При достижении этой температуры на люк устанавливают вытяжную трубу, а в нижней части бака открывают одно из отверстий для проточной вентиляции. Для измерения сопротивления изоляции меньше 100 МОм пользуются мегаомметром на 1000 В, 1000 МОм и более — на 2500 В.
О конце сушки судят по изменению сопротивления изоляции обмоток относительно заземленных частей и между обмотками. Сушку заканчивают, когда сопротивление изоляции, снизившееся в начале сушки, а затем увеличившееся в процессе сушки, в течение 5—6 ч подряд остается неизменным при неизменной температуре.
По окончании сушки отключают электрообогрев, снижают температуру активной части до 70—80°С и через верхнее отверстие заливают в бак сухое, чистое трансформаторное масло до уровня, закрывающего всю активную часть.
После пропитки активной части маслом, продолжительность которой зависит от мощности и класса напряжения трансформатора, ее стропят, вынимают для отделки и сливают масло. Особое внимание при отделке уделяют прессовке обмоток, так как при сушке значительно усыхает изоляция. Обмотки подпрессовывают и при необходимости устанавливают дополнительную изоляцию. Подтягивают все болтовые крепления отводов, стяжные шпильки, контакты переключателей, проверяют сопротивление изоляции стяжных шпилек, ярмовых балок и прессующих устройств.
Крышку комплектуют вводами, приводом переключателей и другими устанавливаемыми на ней устройствами. Тщательно очищают бак от осадков и загрязнений, промывают его маслом, устанавливают в него активную часть и заливают ее маслом с помощью насоса или центрифуги. Полностью, как и при среднем ремонте, собирают трансформатор, доливают его маслом и производят испытание на плотность. После того как масло отстоится в течение 8—10 ч трансформатор подвергают электрическим испытаниям.
Никто пока не комментировал эту страницу.