Удаление влаги из изоляции при сушке под вакуумом ускоряет технологический процесс и повышает качество изоляции, что очень важно для трансформаторов высоких классов напряжения — 110 кВ и выше. Учитывая это обстоятельство и то, что при пониженном давлении температура испарения влаги ниже, активную часть трансформаторов 110 кВ и выше и класса 35 кВ большой мощности нагревают до установленной нормами температуры и создают вакуум в окружающей ее среде, т. е. подвергают ее термовакуумной обработке. Вакуумированием также удаляется воздух из пор изоляции и из промежутков между ее слоями и деталями, которые заполняются маслом при последующей их пропитке.
Термовакуумную обработку активных частей в заводских условиях производят в специальном вакуум-сушильном металлическом шкафу, утепленном снаружи теплоизоляционным материалом. Внутри его по поверхностям стенок и дну размещены трубы, по которым проходит пар, или же смонтированы электрические нагреватели.
Герметичность дверного проема или крыши обеспечивается уплотнениями. Для создания в сушильном шкафу 1 (рис. 22) вакуума к нему через охладительную (конденсационную) колонку 7 и трубы присоединен вакуумный насос 9, выкачивающий из шкафа пары влаги и воздух.
Колонка представляет собой металлический теплообменник, служащий для превращения в конденсат откачиваемых паров, а также для охлаждения отсасываемого горячего воздуха, чтобы избежать перегрева вакуум-насоса. При работе вакуум-насоса в сосуде 8 колонки создается вакуум, а так как полость этого сосуда соединена со змеевиком 6, а змеевик посредством трубы 5 — со шкафом, то при закрытых вентилях 14, 13, 3 и 17 в шкафу создается вакуум.
Отсасываемые пары, проходя через змеевик, охлаждаемый снаружи проточной водой, конденсируются и выпадают в виде осадков в сосуде 5, откачиваемый охлажденный воздух выбрасывается вакуум-насосом наружу. Чтобы не сорвать вакуум в шкафу при сливе конденсата, пользуются промежуточным бачком 10 колонки, соединенным трубой 15 через вентиль 14 с сосудом 8: при закрытых кранах 13, 12 и 11 открывают кран 14, создавая в бачке остаточное давление, такое же, как и в сосуде 8; открывают кран 13 и сливают конденсат в бачок; затем закрывают краны 14 и 13; далее для снятия в бачке вакуума открывают кран 12, после этого открывают кран 11 и сливают через него конденсат в мерный сосуд для учета его количества.
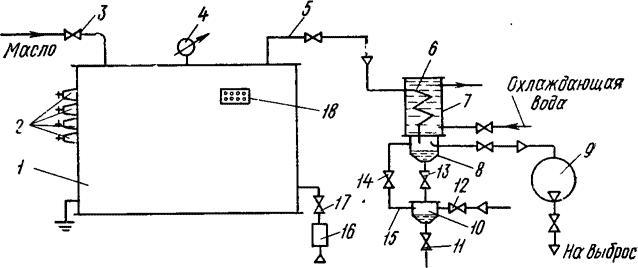
Для измерения температуры к зажимам щитка 18 внутри шкафа подсоединяют проводники термометров сопротивления, установленных в отдельных точках активной части и шкафа, снаружи — проводники логометра. Для измерения сопротивления изоляции к проходным вводам 2, расположенным на стенке шкафа, внутри подсоединяют отводы обмоток и проводник от заземленного остова, снаружи — проводники мегаомметра.
Вакуум в шкафу снимают подачей воздуха через осушитель (фильтр) 16 и кран 17, масло для пропитки изоляции заливают в шкаф, открыв вентиль 3 маслопровода, подсоединенного к баку с сухим трансформаторным маслом. Вакуум в шкафу контролируют по вакуумметру 4.
Контроль за ходом термовакуумной обработки активной части ведется круглосуточно. Рабочее место дежурного оснащено: логометром, дистанционным вакуумметром с пределами измерения 0—100 кПа остаточного давления, мегаомметрами на 1000 и 2500 В, часами, мерным сосудом, журналом для ежечасной записи параметров термообработки и инструкцией обязанностей дежурного.
Рассмотрим технологический процесс термовакуумной обработки изоляции активных частей в вакуум-сушильном шкафу, который состоит из следующих режимов: повышение температуры в шкафу, прогрев активной части, сушка ее, снижение температуры в шкафу, заливка активной части трансформаторным маслом, пропитка ее маслом под вакуумом, пропитка при атмосферном давлении.
В зависимости от класса напряжения и мощности трансформатора режимы изменяются: для класса напряжения до 35 кВ включительно и мощности 16 МВ-А и ниже они несколько упрощены, для больших мощностей и напряжений они более сложные.
Загрузив активную часть в сушильный шкаф так, чтобы расстояние от нагревательных устройств до нее было не менее, 300 мм, подсоединяют провода от обмоток к проходным вводам шкафа для измерения сопротивления изоляции, устанавливают термометры сопротивления на активной части и в шкафу, в местах, предусмотренных схемой и выводят от них проводники к логометру. Герметично закрывают шкаф и вентили, сообщающие шкаф с атмосферой и вакуум-насосом.
Включают обогрев и повышают температуру в шкафу до (110±5)°С без ограничения скорости нагрева. За температуру в сушильном шкафу принимают температуру в средней его зоне по высоте активной части на расстоянии не более 100 мм от ее изоляции.
При (110±5)°С прогревают активную часть в течение времени, необходимого для нагрева всей активной части. Продолжительность прогрева зависит от класса напряжения и мощности трансформатора, определяющих массу его активной части.
Для больших мощностей и напряжений класса 35 кВ и более активную часть прогревают до температуры не ниже 90°С. Для измерения температуры в канал закладывают датчики термопар.
В процессе прогрева периодически, не реже одного раза через каждые 2 ч на 15—30 мин, в сушильном шкафу создают вакуум с остаточным давлением 25—40 кПа (200—300 мм рт. ст.).
После прогрева активной части переходят на режим сушки: при той же температуре (110±5)°С понижают остаточное давление в сушильном шкафу, не ограничивая скорость его снижения до минимально возможного, но не более 1,33 кПа (10 мм рт. ст.) для трансформаторов мощностью до 16 МВ-А, 0,667 кПа (5 мм рт. ст.) для трансформаторов мощностью более 16 МВ-А классов напряжения до 35 кВ включительно, 0,667 кПа независимо от мощности для классов напряжения 110—220 кВ.
В процессе сушки периодически сливают выделившийся конденсат и учитывают его количество, через каждый час измеряют характеристики изоляции.
Критериями окончания сушки активных частей в зависимости от мощности и класса напряжения трансформатора являются:
При более высоких классах напряжения и больших мощностях трансформаторов увеличиваются продолжительность сушки, время установившихся значений сопротивления изоляции Rm и тангенса угла диэлектрических потерь изоляции обмоток (tg δ) и другие показатели качества изоляции.
По окончании сушки снижают температуру в вакуум-сушильном шкафу до (75±10)°С. Затем активную часть трансформаторов классов напряжения до 35 кВ включительно мощностью до 16 МВ-А выгружают, отделывают, устанавливают в собственный бак и пропитывают маслом при атмосферном давлении. При больших мощностях и напряжениях трансформаторов в шкаф под вакуумом заливают трансформаторное масло, имеющее температуру (60±10)°С, пробивное напряжение и физико-химические характеристики, удовлетворяющие нормам, и пропитывают им активную часть под таким же вакуумом, что и при сушке, а затем при атмосферном давлении. Продолжительность пропитки под вакуумом: для классов напряжений 35 кВ — не менее 2 ч, 110— 150 кВ — не менее 3 ч, 220—330 кВ — не менее 4 ч, для более высоких классов напряжения время пропитки увеличивается. Длительность пропитки при атмосферном давлении для этих классов напряжения соответственно равна: 1, 2 и 3 ч.
Закончив пропитку, измеряют сопротивление изоляции обмоток, сливают масло из шкафа и выгружают активную часть для последующей отделки, установки в бак и сборки всего трансформатора.
При единичном ремонте в условиях эксплуатации термовакуумную обработку активных частей производят в баке трансформатора индукционным нагревом. Помимо подготовительных работ, указанных ранее, при термовакуумной обработке в баке с индукционным нагревом выполняют ряд дополнительных работ, основными из которых являются герметизация бака и проверка его герметичности, сборка схем вакуумной сушки и заливка масла под вакуумом.
Чтобы проверить герметичность бака, закрывают все вентили на баке и крышке, включают в работу вакуумный насос, открывают вентиль вакуум-провода и равномерно, ступенями по 133 кПа через каждые 15 мин, создают в баке вакуум, соответствующий технической документации на трансформатор. Если таких данных нет, то для трансформаторов напряжением 110— 150 кВ создают вакуум 465 кПа, для трансформаторов 220— 500 кВ—1,33—2 кПа. Затем закрывают вентиль на вакуум-проводе, останавливают вакуум-насос и записывают в журнал значение вакуума в баке, первый раз сразу после перекрытия вентиля и останова насоса и второй раз через 1 ч.
Бак считают герметичным, если за 1 ч натекание не превышает 2,66 кПа. При большем натекании устанавливают его причину и устраняют ее. Если для ликвидации неплотностей, вызывающих повышенное натекание, приходится снимать вакуум, то после дополнительного уплотнения герметичность проверяют заново.
Проверив герметичность бака, утепляют его асбополотном в 2—3 слоя в зависимости от толщины теплоизоляционного материала. Толщина теплоизоляции стенок бака должна быть 10—15 мм, крышки 15—20 мм. Вертикальные балки жесткости трансформаторного бака не утепляют, так как они нагреваются на 30—40° С выше температуры стенок.
Затем приступают к намотке трехфазной индукционной обмотки. Намотку витков всей обмотки ведут в одном направлении. Для изменения направления тока в средней (по расположению на баке) фазе при сушке трехфазным током эту группу витков включают встречно. Исходя из расчета, устанавливают под дно бака нагревательные элементы закрытого типа, лучше паровые. Бак, корпуса электрического оборудования и аппаратуры заземляют. Затем проверяют мегаомметром сопротивление изоляции намагничивающей обмотки, электропечей и питающей аппаратуры относительно заземленного бака, а также правильность собранной схемы.
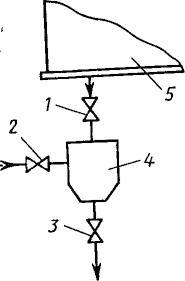
Для измерения изоляции обмоток на крышке бака устанавливают временные вводы с подключенными к ним внутри бака отводами обмоток; через разъем одного из фланцев крышки, уплотненном резиновой прокладкой, выводят проводники от датчиков термопар. К крышке бака подсоединяют трубы от вакуум-насоса и для заполнения трансформатора маслом. Для удаления из бака остатков масла в процессе термовакуумной обработки (при промасленных обмотках) к дну бака 5 подсоединяют бачок 4 (рис. 23) с тремя вентилями. Для слива масла в бачок открывают вентиль 1, для удаления его из бачка вентиль 1 закрывают, затем открывают вентиль 2, предназначенный для сообщения бачка с атмосферным воздухом, выравнивающим давление, далее открывают вентиль 3 и сливают через него масло. Бачок устанавливают на расстоянии 1,5—2 м от бака трансформатора для удобства пользования им при периодическом сливе остатков масла и для безопасности в пожарном отношении. К вентилю бака подключают фильтр 16 (см. рис. 22), для очистки подсасываемого воздуха. Он представляет собой металлический сосуд емкостью 5—6 л, заполненный стеклянной ватой и сообщающийся с атмосферным воздухом через металлическую сетку, установленную на его входном патрубке. В остальном схема подключения оборудования и технологический процесс термовакуумной обработки активной части в собственном баке с индукционным нагревом не отличаются от ранее описанных.
Более подробно технологический процесс термовакуумной обработки и пропитки активной части маслом приведен в соответствующих инструкциях, которыми следует руководствоваться при выполнении этих работ. После термовакуумной обработки и пропитки маслом активную часть вынимают из бака для отделки.
В последнее время в заводских условиях начинает применяться термовакуумная обработка активной части в парах керосина, которая сокращает продолжительность этого процесса.
Никто пока не комментировал эту страницу.