В процессе сушки активной части происходит усадка изоляции и деталей, изготовленных из электрокартона, бумаг и бука. Это приводит к ослаблению прессовки обмоток и ярм остова, к смещению изоляционных прокладок и подкладок, к ослаблению креплений и смещению отводов, переключателей и других устройств. Указанные нарушения устраняют так называемой отделкой активной части.
Эту работу выполняют ремонтники с пола, с подмостей или механизированных стеллажей в зависимости от мощности трансформатора. Активную часть подают на отделку в нагретом состоянии и устанавливают на сборочной площадке строго по вертикали. Одновременно к рабочему месту доставляют требуемые высушенные детали и материалы. Операции отделки и контроль за качеством их выполнения производят параллельно, чтобы максимально сократить время нахождения активной части на воздухе. Во избежание увлажнения изоляции время нахождения активных частей, не пропитанных маслом на воздухе после сушки, не должно превышать: при относительной влажности воздуха до 55% — 12 ч; до 65% — 10 ч и до 75% — 8 ч; пропитанных маслом после сушки — 20, 16 и 12 ч в соответствии с указанной влажностью воздуха. За начало нахождения активной части на воздухе принимается момент выгрузки ее из вакуум-сушильного шкафа, за окончание — начало заливки ее маслом после установки в бак.
Технологические процессы отделки активных частей масляных трансформаторов I—IV габаритов имеют много общих или сходных операций, разница состоит лишь в том, что у трансформаторов малой мощности при отделке отдельные операции исключаются, упрощаются или производятся в меньшем объеме.
В данном учебнике рассматривается в основном технология отделки активной части масляных силовых трансформаторов III—IV габаритов с указанием отличий при отделке активных частей трансформаторов I—II габаритов.
Поступившую на отделку активную часть вначале тщательно осматривают, при этом убеждаются в отсутствии механических повреждений изоляции, сборочных единиц и деталей: остова, обмоток, переключающих устройств, отводов, деталей крепления, прессовки и др. С помощью переносной лампы проверяют, нет ли посторонних предметов между прессующими кольцами стержнями остова, в каналах обмоток и остова, чистоту активной части.
При отсутствии недостатков или после устранения их измеряют расстояние между нижней полкой верхней ярмовой балки и верхней полкой нижней ярмовой балки в четырех местах (в двух крайних с каждой стороны): полученные размеры сверяют с указанными в чертеже. Если размеры правильны, приступают непосредственно к отделке. Ее начинают с опрессовки ярм, вначале нижнего, затем верхнего путем завинчивания гаек внешних шпилек и полубандажей. Чтобы не было перекосов ярм, затяжку ведут равномерно, начиная с середины ярма в обе стороны. Затем нажимными винтами прессующих колец опрессовывают обмотки. Так как после сушки осевые размеры обмоток уменьшаются, то длина нажимных винтов может оказаться недостаточной для компенсации усадки. В этом случае на верхнюю концевую изоляцию обмоток под стальные прессующие кольца закладывают электрокартонные шайбы, разрезанные на сегменты. Для этого из ярмовых балок вывертывают нажимные винты, поднимают прессующие кольца специальным приспособлением и закладывают по периметру изоляции сегменты. Опускают на них кольца и равномерным затягиванием нажимных: винтов прессуют обмотки до усилия, указанного в сборочном чертеже. Наиболее равномерная прессовка обмоток и с более точным контролем усилия достигается гидродомкратами.
Отделку активных частей трансформаторов I—II габаритов, наоборот, начинают с подпрессовки обмоток вертикальными стяжными шпильками путем затягивания гаек и контргаек на их верхних концах, а затем переходят к прессовке ярм магнитной системы. В необходимых случаях для компенсации чрезмерной усадки обмоток в концевую изоляцию закладывают дополнительные электрокартонные подкладки или разрезанные кольца. Для этого ослабляют вертикальные стяжные шпильки и приподнимают верхние ярмовые балки. Для контроля усилия прессовки пользуются динамометром или тарированными ключами с тензометрическими датчиками.
Для предупреждения ослабления резьбовых креплений от вибрации их или кернят в трех точках по окружности резьбы, или навинчивают контргайки, или стопорят специальными стопорными шайбами. После опрессовки обмоток подтягивают крепления отводов, начиная с верхних, на время прессовки обмоток их ослабляют. При необходимости в местах прохода отводов через планки на них дополнительно подматывают кабельную бумагу или электрокартон толщиной 0,5 мм.
Закрепив линейные и регулировочные отводы, измеряют изоляционные расстояния (промежутки) и сравнивают их с расстояниями, указанными в чертеже. После этого убирают бумажные (или матерчатые) жгуты, заложенные в процессе насадки обмоток, шихтовки ярма, пайки и сборки отводов, в промежутки между прессующими кольцами и между кольцами и стержнями остова. Их следует удалять с большой осторожностью так, чтобы с их поверхности случайные предметы, отходы изоляции, остатки других материалов не попали в каналы обмоток и остова.
Окончательно осматривают всю активную часть, особенно каналы обмоток и остова, контактную систему переключающих устройств, проверяют качество крепления отводов, переключающих и прессующих устройств, обмоток, остова, заземления, отсутствие на активной части посторонних предметов, при наличии загрязнений удаляют их чистой салфеткой. Затем отсоединяют шинки заземления от ярмовых балок и мегомметром проверяют сопротивление изоляции: между магнитной системой и ярмовыми балками, между магнитной системой и полубандажами, между магнитной системой и прессующими кольцами. Если проверка дала положительные результаты, то устанавливают заземляющие шинки на место и проверяют целостность цепи заземления.
В трансформаторах с переключающими устройствами на резисторах в процессе сборки часто для подгонки регулировочных отводов и их креплений по месту вместо переключающего устройства на активную часть устанавливают специальный макет. В этом случае при отделке активной части снимают макет, привязывают киперной лентой регулировочные отводы к крепежным планкам и мостовым кранам, устанавливают переключающее устройство на активную часть. Далее в соответствии с маркировкой подсоединяют к зажимам переключатели отводы. Подключение отводов относится к одной из наиболее ответственных операций, сборка схемы отводов и их подключение производятся под непосредственным контролем мастера.
Затем приступают к установке активной части в бак и заливке ее маслом. После подготовки бака, комплектовки крышки и отделки активной части ее, а если она связана механически с крышкой, то и крышку тщательно обтирают, осматривают на отсутствие на ней посторонних предметов и проверяют мегаомметром сопротивление изоляции обмоток и стяжных устройств остова. Если дефектов не обнаружено, то активную часть стропят, поднимают мостовым краном на 100—200 мм от основания площадки и убеждаются в правильности строповки и работы подъемного механизма, особенно его тормоза. Затем ее еще приподнимают и проверяют надежность крепления опорных пластин к ярмовым балкам, при необходимости вторично подтягивают болты, гайки, кернят их или стопорят; протирают низ активной части. После этого активную часть переносят и устанавливают на сливную решетку маслосборной ямы и промывают сильной струей нагретого масла.
Перед установкой ее в бак определяют стороны, на которых должны располагаться отводы ВН и НН, так как продольные оси бака и активной части хотя и параллельны, но обычно не совпадают; ось активной части, как правило, смещена в баке к стороне отводов НН. Такое смещение требуется для того, чтобы уменьшить размеры бака, учитывая, что изоляционные расстояния от отводов ВН и НН до стенок бака различны. При этом расходуется меньше материалов и уменьшаются габаритные размеры трансформатора. Далее осторожно, без толчков и качения поднимают активную часть и устанавливают ее над баком, если она занимает правильное положение по отношению к баку, ее медленно опускают в него, придерживая и направляя так, чтобы поперечные опорные пластины не задевали за стенки бака.
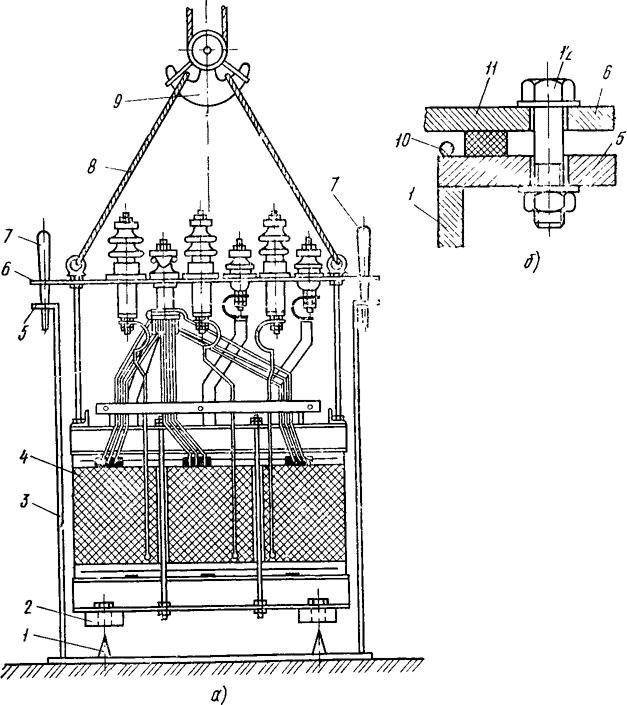
При опускании активной части в бак (рис. 24) с помощью переносной электрической лампы проверяют, чтобы все четыре шипа 1, приваренные к дну бака, вошли в отверстия поперечных опорных пластин. Несовпадение шипов с отверстиями сразу обнаружится, будут расслаблены отдельные ветви стропов и появится перекос активной части. Во избежание этого опускать на дно активную часть нужно медленно и особенно осторожно. Если она скреплена с крышкой подъемными шпильками, ее опускают до тех пор, пока крышка не окажется на расстоянии 50—100 мм от рамы бака. Затем в отверстия для болтов вставляют несколько стальных конусообразных направляющих оправок 7 (рис. 24, а) и по оправкам опускают ее до посадки на дно бака и полного прилегания крышки к уплотняющей прокладке. При этом следят, чтобы уплотняющая прокладка не сдвинулась с места. Затем в отверстия крышки вставляют болты головками вверх (рис. 24, б), навинчивают гайки и, обходя несколько раз крышку по всему периметру, равномерно завинчивают гайки до отказа. В местах стыка концов уплотняющей прокладки крепление болтами ведут в направлении стыка с обеих сторон. Этим обеспечивается более плотное прилегание концов прокладки друг к другу.
После установки активной части в бак и заболчивания крышки трансформатор заполняют сухим чистым маслом несколько выше уровня верхнего ярма. Температура заливаемого масла должна быть не ниже 10°С. Чтобы воздух мог выйти из бака при заполнении его маслом, одно из отверстий в крышке оставляют открытым, но защищают его от случайного попадания в бак посторонних предметов. Для трансформаторов без расширителя масло заливают до уровня, отмеченного чертой на баке у маслоуказателя.
До заливки маслом активную часть после установки в бак крепят в зависимости от конструкции и габарита трансформатора одним из способом, рассмотренных ранее.
У трансформаторов IV габарита и более (крышка не скреплена с активной частью) после установки активной части в бак проверяют основные изоляционные расстояния между отдельными ее частями и стенками бака, указанными в чертежах. Если отклонений в расстояниях нет, укомплектованную ранее крышку протирают, стропят за приваренные к ней кольца, поднимают и опускают на раму бака. Предварительно проверяют правильность ее расположения по отношению сторон ВН и НН активной части и вскрывают заглушки на люках для установки съемных вводов 6—35 кВ.
До того как крышка опустится на борт бака, через люки извлекают из него стержни (шпильки) вводов с присоединенными к ним отводами обмоток. Затем в отверстия для болтов на баке и крышке на противоположных сторонах вставляют по две конусные стальные оправки, направляют ими крышку до полного прилегания к прокладке бака, одновременно следят, чтобы прокладка не сдвинулась с места и не разошелся ее стык. Затем удаляют оправки, устанавливают в отверстия болты, навинчивают на них гайки и равномерно затягивают их гайковертом по всему периметру бака, обходя его несколько раз.
Заболтив крышку, заливают активную часть сухим чистым трансформаторным маслом в таком количестве, чтобы оно закрыло активную часть (100—200 мм ниже крышки), и переходят к установке съемных вводов, приводов переключающих устройств, расширителя и других сборочных единиц трансформатора, выполняют все остальные виды сборочных работ, которые были указаны при среднем ремонте.
Никто пока не комментировал эту страницу.