Контактным соединением называют место соприкосновения двух шин. Соединения бывают разъемные, выполняемые сквозными болтами или сжимами, и неразъемные сварные. Контактные поверхности для болтовых соединений обрабатывают для того, чтобы они были плоскими и ровными.
Подготовка шин для болтового контактного соединения состоит из следующих операций: разметки отверстий, их сверления, обработки контактных поверхностей и др.
Отверстия размечают по эскизу, на котором обязательно должны быть указаны расстояния до мест крепления, изгибов и соединений с точностью до ±1 мм. При разметке применяют шаблоны с просверленными для болтов отверстиями, по центру которых проходит керн. Шаблоны позволяют накернить отверстия без разметки их осей. Отверстия можно сверлить по кернению или с помощью кондуктора. Однако лучший способ выполнения отверстий — просечка их штампом на прессе, для чего необходима лишь разметка места соединения. Проштампованные отверстия не требуют последующей обработки, их края получаются чистыми без заусенцев. Диаметр отверстий должен быть немного больше диаметра болтов (для болтов 0 6—8, 9—12 или 13—18 мм отверстия делают диаметром соответственно на 1, 1,5 или 2 мм больше). В пакете шин отверстия сверлят одновременно, для чего весь пакет собирают и жестко зажимают в кондукторе.
При обработке контактной поверхности полностью удаляют с алюминиевых шин оксидную пленку, с медных шин — оксид меди, а со стальных шин — ржавчину. Обработку выполняют вращающимися стальными щетками или диском с кардолентой. При незначительном объеме ошиновки допускается обрабатывать контактные поверхности вручную драчевым напильником и щеткой с кардолентой. Металлическую пыль удаляют чистой тряпкой, и поверхность покрывают тонким слоем технического вазелина.
Окончательную обработку алюминиевых шин производят наждачной или стеклянной бумагой № 1, 2 и 3 под слоем вазелина. После зачистки загрязненный вазелин удаляют тряпкой и заменяют чистым. Шлифовку и полировку контактной поверхности не делают, так как это ухудшает контакт.
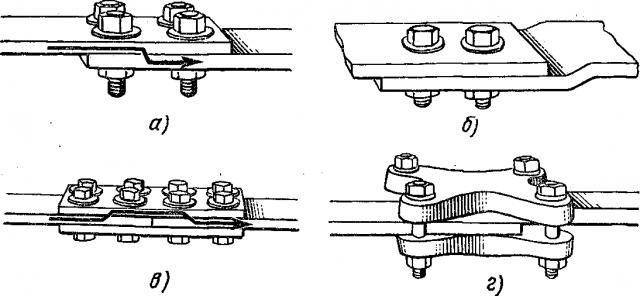
Болтовые соединения шин выполняют непосредственно внахлестку, внахлестку с высадкой «утки», встык с помощью накладок, внахлестку с помощью сжимов (рис. 2, а—г).
Все крепежные изделия для разборных контактных соединений (болты, гайки, шайбы) должны иметь защитные металлические покрытия, но в сухих помещениях при соединении шин из однородных металлов допускается применять вороненые стальные болты, гайки и шайбы. На болтовых контактных соединениях не требуется устанавливать контргайки, за исключением электроустановок, подверженных вибрации, и во взрывоопасных зонах. Для застопоривания болтовых соединений шин (медных, стальных и из алюминиевых сплавов) служат стальные пружинные (разрезные) шайбы. При соединениях алюминиевых шин пружинные шайбы не применяют, а под головку болта или гайку со стороны шины устанавливают увеличенные шайбы. Если в контактном соединении использованы тарельчатые пружины (шайбы), не надо ставить контргайки или пружинные шайбы.
Гайки на контактных соединениях располагаются так, чтобы при эксплуатации был удобен их осмотр из коридора обслуживания. Затяжку гаек лучше всего выполнять специальным гаечным ключом с ограничением крутящего момента, а при его отсутствии — обычным гаечным ключом, при этом запрещается удлинять его рычаг для повышения усилия затяжки. Правильная затяжка гаек определяет качество контакта и надежность его работы. Плотность контакта после затяжки проверяют щупом (толщиной 0,02 мм), который по периметру соединения не должен заходить более чем на 5—6 мм. Заготовленные шины рекомендуется маркировать условным обозначением мест их установки. Болтовые соединения шин в эксплуатации требуют регулярного контроля за состоянием контактов, проверки их температуры, периодического подтягивания болтов, а временами и зачистки контактных поверхностей. Поэтому вместо болтовых применяют сварные соединения, в особенности для алюминиевых шин. Эти шины в местах соединений подвержены окислению и холодной текучести металла под действием давления болтов. При таких свойствах алюминия необходимы специальные шайбы увеличенного размера, которые подкладывают под головки болтов и гайки, и более частые ревизии алюминиевых шин, чем медных или стальных.
Сварка обеспечивает более надежные по сравнению с болтовыми контактные соединения шин и, следовательно, повышает надежность ошиновки в целом. Сварные соединения по сравнению с болтовыми менее трудоемки и более экономичны, поскольку требуется меньше шин из-за выполнения встык. Поэтому сварку шин следует применять во всех случаях, за исключением тех, когда по условиям эксплуатации необходимо иметь разъемные соединения.
Сварка алюминиевых шин имеет некоторые особенности. Алюминий при нагреве не меняет цвета, поэтому трудно контролировать ход его расплавления. Кроме того, при нагреве не наблюдается постепенного размягчения алюминия, а при 659° С он сразу расплавляется. Учитывая эту особенность алюминия, а также способность растекаться при сварке и хрупкость при высоких температурах, приводящую к провалам нагретого металла, сварку ведут преимущественно так, чтобы шов занимал нижнее горизонтальное положение. Главным же затруднением является способность алюминия быстро покрываться на воздухе оксидной пленкой. Температура плавления оксида алюминия около 2100° С, поэтому пленка вследствие тугоплавкости препятствует слиянию капель металла свариваемых частей их соединению. Кроме того, оксидная пленка, остающаяся в шве, снижает его механическую прочность и проводимость.
Для удаления оксидной пленки с поверхности изделий применяют специальные порошки — флюсы, которые защищают также жидкую ванну от окисления в процессе сварки. Расплавленные флюсы растворяют оксидную пленку и превращают ее в легкоплавкий шлак, всплывающий на поверхность сварочной ванны. Шлак в процессе сварки защищает поверхность расплавленного металла от дальнейшего окисления. В электромонтажной практике при электродуговой сварке алюминиевых шин используют флюс ВАМИ.
Наиболее распространенные виды сварки — это ручная дуговая угольным электродом и ручная аргонно-дуговая неплавящимся вольфрамовым электродом. Дуговая свар- ка шин осуществляется на постоянном и переменном токе. Источниками тока являются сварочные преобразователи и трансформаторы, а также сварочные полупроводниковые выпрямители, предназначенные для выпрямления переменного тока в постоянный сварочный ток без вращающихся преобразователей.
Сварные швы различают по форме сечения и расположению в пространстве, поэтому и сварка бывает нижняя горизонтальная, вертикальная и потолочная.
При нижней сварке дуга находится над свариваемыми деталями (способ считается наиболее доступным и производительным).
Вертикальная и потолочная сварка требует больших навыков от сварщика и применяется редко. В качестве источника питания используют сварочные агрегаты ПС-300, ПСО-300, ВД301 на номинальный сварочный ток до 300 А, а также ПС-500, ПСО-600 и ПСУ-500 на номинальный сварочный ток до 500 А и др.
В комплект инструментов и принадлежностей сварщика шин входят электрододержатель, проволочная щетка, зубило, молоток, сосуд для флюса и кисточка для его нанесения, маска для защиты глаз и лица от лучей сварочной дуги и брызг металла.
В мастерских шины сваривают на специальных сварочных столах, а непосредственно на объекте — с помощью переносных приспособлений. Сварку шин выполняют в такой последовательности: очищают кромки шин проволочными щетками; устанавливают приспособления на шины, выверяют их и закрепляют в нужном положении; наносят флюс на кромки свариваемых шин; производят сварку; снимают приспособление, очищают шов от флюса, шлака, приливов и окрашивают его.
Шины толщиной до 12 мм сваривают за один проход дуги. Дугу направляют на кромки шин в начале шва, в зазор между шинами. Расплавив кромки шин, опускают в сварной шов присадочный пруток, обмазанный флюсом, и расплавляют его дугой. Расплавленный металл перемешивают в сварочной ванне концом присадочного прутка, что обеспечивает уплотнение металла и удаление из него шлаков. В конце шва дугу разрывают. Для получения высокого качества соединения во время сварки и в период охлаждения шва запрещается двигать шины во избежание появления трещин. Ответвительные шины приваривают к кромкам сборных шин с помощью специального приспособления.
При сварке полностью удаляют проволочной щеткой остатки флюса и шлака со сваренного стыка, поскольку эти остатки при наличии влаги с течением времени вызовут коррозию алюминия, что приведет к разрушению соединения. Для предохранения от коррозии сварные швы покрывают глифталевым лаком или краской, которой окрашивают шины.
Чтобы обеспечить хорошее качество сварных швов, строго соблюдают технологию сварки. Чаще всего встречаются такие дефекты сварных швов, как непровары, трещины, наплывы, пережоги металла, раковины. Каждый сваренный стык шин надо осмотреть и все обнаруженные дефекты устранить. Наиболее эффективно соединять алюминий и его сплавы аргонно-дуговой сваркой неплавящимся (вольфрамовым) электродом. Этот способ сварки вытесняет другие способы, требующие использования флюсов.
Ручную аргонно-дуговую сварку вольфрамовым электродом выполняют на установках Удар-300, Удар-500, УДГ-301, УДГ-501 и др. Для аргонно-дуговой сварки алюминия и его сплавов неплавящимся электродом применяют портативные аппараты «Разряд 160» в комплекте со стабилизатором дуги СД-3 как в мастерских, так и на монтаже, в том числе при сварке шин небольших сечений из сплава ЛД31Т1. Для полуавтоматической аргонно-дуговой сварки служат полуавтоматы, например ранцевые монтажные ПРМ — самые удобные в монтажных условиях.
Применяют разные виды сварки: ручную аргонно-дуговую вольфрамовым электродом — для соединения шин из алюминия и его сплавов толщиной до 6 мм (алюминиевый сплав АД-31Т1 следует соединять только аргонно-дуговой сваркой); ручную дуговую угольным электродом — для соединения шин из алюминия толщиной 30 мм и более при нижнем положении шва.
Сварка алюминиевых шин в любых пространственных положениях в среде защитных газов является наиболее прогрессивным способом, поскольку не надо использовать флюс, очищать швы от его остатков и шлаковой корки. В среде защитных газов производят ручную дуговую сварку неплавящимся (вольфрамовым) электродом с введением в шов присадки, а также автоматическую и полуавтоматическую сварку плавящимся электродом. Для сварки в среде защитных газов применяют аргон марок А, Б, и В, который обеспечивает разрушение оксидной пленки.
Никто пока не комментировал эту страницу.