Введение
Одним из самых неприятных моментов для любого производителя - возврат потребителями изделий, успешно прошедших приемо-сдаточные испытания в условиях предприятия.
В настоящее время практически только автомобильные заводы широко информируют потребителей о причинах возврата и количестве возвращенных (отозванных) автомобилей [1]. Эксперты прогнозируют, что масштабы отзывных кампаний будут только расти - из-за ужесточения позиции регуляторов и усложнения технологий производства, при которых одни и те же компоненты используются по всему модельному ряду.
Например, производя за год около 10 млн автомобилей в год, концерн Tоyota согласно сообщениям [2] отзывает 885 тысяч машин, выпущенных в 2011 и 2012 годах, что составляет 4,17% от общего объема выпуска за это время.
Понятно, что чем больше объем выпуска изделия, тем более масштабным может стать возврат изделий даже из-за одной-единственной тиражированной ошибки производителя.
Для исключения таких «отзывных» компаний предприятия должны cамым тщательным образом контролировать возврат потребителем каждого изделия.
1. Причины возврата изделий
Диаграмма, показывающая динамику возвращения изделий в 2009-2013 годах приведена на (рис.1).
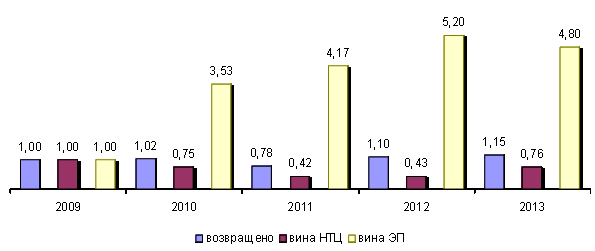 |
| Рис. 1. Изменение причин возврата изделий за 2009 – 2013 годы |
Количество возвращенных изделий оставалось неизменным в 2009 и 2010 годах, в 2011 году отмечено снижение количества возвращенных изделий на 22%, а в 2012 и 2013 годах отмечено увеличение числа возвращенных изделий на 10% и 15% соответственно.
При исследовании возвращенных изделий для простоты и удобства на предприятии выделяют три причины возврата:
– по вине изготовителя (в том числе из-за отказа электронных компонентов, поставляемых контрагентами);
- по вине эксплуатирующего предприятия;
- необоснованный возврат.
Изделие считают возвращенным необоснованно, когда оно при проверке в условиях предприятия-изготовителя оказывается соответствующим требованиям, установленным в технической документации.
Такая классификация причин возврата разделяет весь поток возвращенных изделий на несколько потоков, позволяет оценить их характеристики и объективно решает вопрос о том, кто должен возмещать затраты, понесенных предприятием-изготовителем из-за:
- необоснованного возврата изделий эксплуатирующим предприятием;
- возврата изделий, поврежденных эксплуатирующим предприятием.
При анализе причин возврата изделий в 2013 году было установлено, что
по вине изготовителя было возвращено в среднем 40% изделий, а возврат остальных 60% произошел по вине эксплуатирующих предприятий (рис. 2, правый столбик «Все возвращенные блоки»).
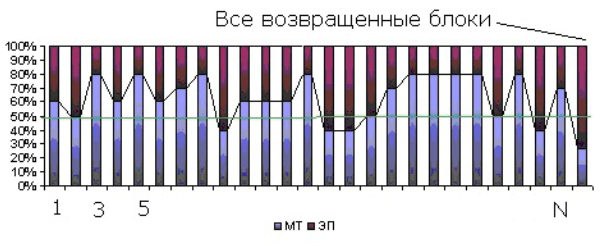 |
| Рис. 2 Виновники возврата блоков в 2013 году[НТЦ «Механотроника» (МТ) и эксплуатирующие предприятия (ЭП), 1,3, 5, N – группы блоков] |
Все возвращенные в 2013 году блоки разделены на N групп, составленных
из одинакового количества блоков. Для каждой из таких групп определены доли возврата по вине изготовителя и по вине эксплуатирующего предприятия.
2. Время от отгрузки до возврата изделий
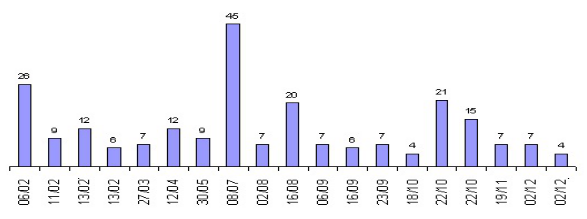
При анализе причин возврата прежде всего устанавливают время, прошедшее от даты отгрузки изделия до его возврата предприятию-изготовителю (рис. 3). Данная диаграмма составлена для всех возвращенных в 2013 году изделий без учета их типа и исполнения.
Согласно принятой на предприятии практике гарантийный срок на изделие в общем случае отсчитывается от даты его отгрузки. При известной дате ввода изделия в эксплуатацию, гарантийный срок начинается с этой даты. В любом случае гарантийный срок не превышает 3,5 года от даты отгрузки.
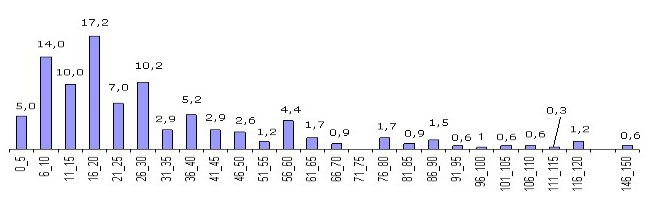 |
| Рис. 3 Процентная доля возвращенных в 2013 году изделий в зависимости от количества месяцев, прошедших после отгрузки |
При исследовании причин возврата установлено, что в 2013 году для 68% возвращенных изделий от даты отгрузки до даты возврата прошло не более 30 месяцев.
Остальные 32% процента изделий были возвращены после истечения гарантийного срока.
3.Наработка возвращенных изделий
Важной временной характеристикой возвращенных изделий является их наработка (время, прошедшее от даты ввода в эксплуатацию до даты возращения).
Отметим, что 53% изделий, возвращенных в 2013 году, имели нулевую наработку, т.е. замечания по их работе, послужившие основанием (здесь лучше сказать – поводом) для возвращения, возникли во время его настройки на объекте или в лаборатории эксплуатирующей организации.
Ещё для 20% возвращенных изделий получить от эксплуатирующей организации достоверную информацию о наработке оказалось невозможным.
Около 3,5 % возвращенных в 2013 году изделий имеют наработку не превышающую 1 месяц, а время прошедшее от даты отгрузки этих изделий до их возвращения находится в диапазоне от 6 до 30 месяцев.
В то же время, 8,7% возвращенных в 2013 году проработали до возврата на предприятие не менее 75 месяцев, а 3,7% - проработали не менее 96 месяцев. Процентное распределение количества возвращенных в 2013 году изделий, наработка которых находится в диапазоне от 1 до 24 месяцев показано на рис. 4.
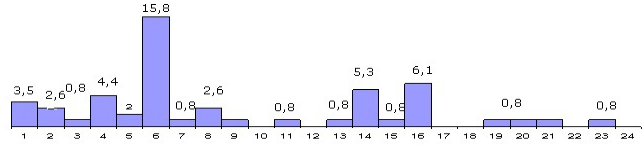 |
| Рис. 4 Изменение процентной доли возвращенных в 2013 годуизделий в зависимости от их наработки в месяцах |
«Собирание» в одну группу изделий, наработка которых находится в интервале от начала одного месяца до конца другого, создает ложную картину изменения числа возвращенных изделий во времени.
Если выбрать другой масштаб по оси времени, например 1 неделя вместо 1 месяца, оказывается, что в среднем в неделю поступает не более 2 % от всех возвращенных в рассматриваемом году изделий (рис. 5).
 |
| Рис. 5 Изменение процентной доли возвращенных в 2013 годуизделий в зависимости от их наработки в неделях |
Сравнивая диаграммы, приведенные на рис. 3 и 4, можно предположить, что «приработочные» отказы изделий отсутствуют, что обусловлено наличием этапа технологического прогона всех выпускаемых изделий [3, 4].
Отсутствие приработочных отказов будет показано ниже при анализе потоков возвращенных из-за отказов тех или иных элементов устройств.
До сих пор рассматривались временные характеристики возврата всех изделий, без подразделения их на типы и исполнения, а также без учета причины возврата.
Поток всех возвращенных на предприятие изделий может быть представлен как совокупность нескольких потоков, разных для каждого типа изделий. В данной работе рассмотрен поток возврата изделий одного типа.
В ранее опубликованных работах [4, 5] это изделие обозначено как изделие типа Б.
В общем количестве всех возвращенных в 2013 году изделий доля изделий типа Б составила 44,6%, тогда как доля изделий этого типа в общем
количестве изделий, находящихся в эксплуатации, не превышает 30%.
По отношению ко всем изделиям типа Б, находящихся в эксплуатации на конец 2013 года, доля возвращенных в 2013 году составила 0,48%.
Общий поток возвращенных изделий типа Б разделим на несколько потоков, начав с тех изделий типа Б, возврат которых на предприятие-изготовитель был признан необоснованным.
4. Необоснованно возвращенные изделия
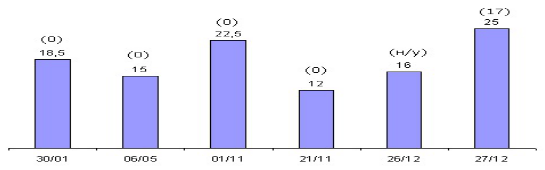
После испытаний в условиях предприятия возврат 19,6% изделий типа Б был признан необоснованным, причем минимальное время возврата составило 2,5 месяца, а максимальное - 42 месяца после отгрузки (рис. 6).
Среднее время возврата T возвр ср = 21,5 мес, медиана T возвр мед =20 месяцев, дисперсия времени возврата σ'возвр = 151,3, а среднеквадратичное отклонение σвозвр = 2,24 мес.
Отметим, что около 70% необоснованно возвращенных изделий поступили на предприятие до истечения гарантийного срока, а остальные – после окончания гарантийного срока. Такое же соотношение характерно и для всей выборки возвращенных изделий типа Б.
Как правило, необоснованный возврат изделий происходит во время выполнения пуско-наладочных работ (наработка отсутствует), однако в 2013 году были необоснованно возвращены изделия, находившиеся в эксплуатации от 16 до 38 месяцев. Для 50% возвращенных изделий типа Б установить наработку не удалось, так как не все предприятия фиксируют дату ввода изделий в эксплуатацию.
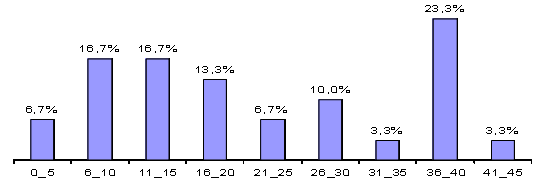 |
| Рисунок 6. Изменение процентной доли необоснованно возвращенных изделийв зависимости от даты отгрузки в месяцах |
В связи с тем, что необоснованно возвращенные изделия признаны исправными, ни о каких отказах изделий говорить не приходится.
Необходимо отметить, что, начиная с 2014 года, предприятие стало выпускать изделий со встроенными счетчиками моточасов, что позволяет точно определять наработку изделия и не зависеть от информации, находящейся в распоряжении эксплуатирующего предприятия.
Зачастую поиск дефекта в возвращенном изделии затруднен тем, что
эксплуатирующее предприятие приводит информацию слишком общего характера и не затрудняет себя поиском дефекта в системе [6], где установлено цифровое устройство, во всех случаях априори полагая наличие дефекта в цифровом устройстве.
Вот пример такой информации «…1 марта 2013 года произошло срабатывание блока 1 от внешней защиты, что привело к отключению трансформатора Т1 ПС 38. После осмотра трансформатора был включен на холостой ход. 3 марта 2013 года произошло его повторное отключение по внешней защите. 4 марта 2013 года блоки 1 и 2 были заменены. На сегодняшний день трансформатор работает без замечаний».
После анализа осциллограмм, записанных в памяти блока и схемы электрической принципиальной, в которой использованы блоки, проведенных в условиях предприятия-изготовителя было установлено, что «блок 1 не выдавал команд на отключение выключателя.
…в блоках этого типа не предусмотрен дискретный вход «Внешняя защита», а отключение трансформатора на ПС 38 было зафиксировано в «Журнале событий и аварий» как «Самопроизвольное отключение» и отработало в соответствии с алгоритмом «Обнаружение самопроизвольного отключения» (рис.7).
Команда на отключение трансформатора на ПС 38 поступила от блока 2, в «обход» блока 1.»
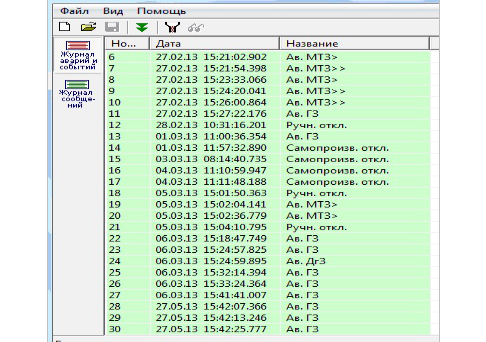 |
| Рисунок 7. Окно «Журнал событий и аварий» блока 1 |
Поток событий можно рассматривать как простейший в том случае, когда в каждый момент времени происходит не более одного события. На первый взгляд
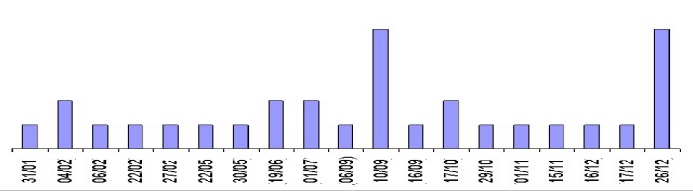 |
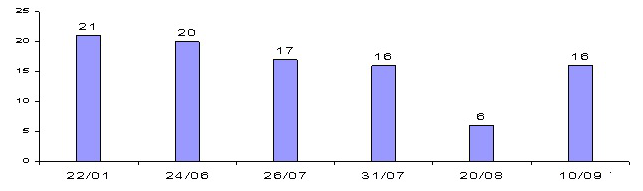
| Рисунок 8 Поток необоснованно возвращенных в 2013 году блоков типа Б |
поток необоснованно возвращенных устройств нельзя считать простым (рис. 8) и стационарным, ведь в некоторые даты возвращают несколько устройств (см. даты 04.02, 19.06, 01.07, 10.09, 17.10, 26.12на рис. 8).
Однако возврат нескольких изделий в один и тот же день вызван в основном логистическими причинами, когда одна организация централизованно направляет устройства, претензии к которым были выявлены на разных объектах в разное время.
На рис. 8 следует обратить внимание на две даты – 10.09 и 26.12. В эти были одновременно возвращены несколько устройств одной и той же организацией. Всего этой организации за прошлые годы было поставлено нескольких тысяч блоков. Однако в организации не было подготовлено достаточного количества специалистов, что и вызвало значительное число необоснованно возвращенных изделий, а также изделий, поврежденных во время ввода их в эксплуатацию и последующем обслуживании.
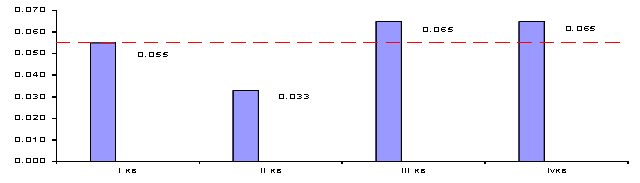
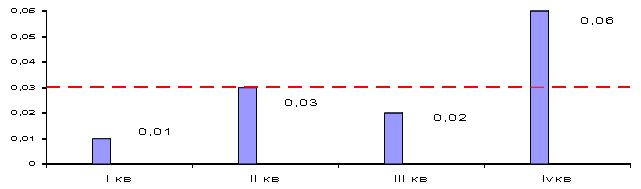
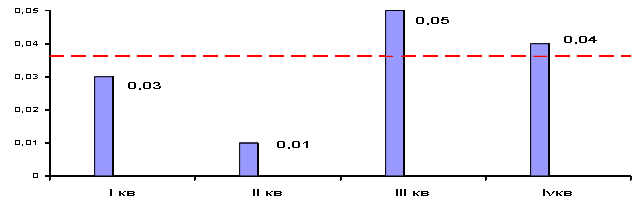
Используя имеющуюся информацию, определим интенсивность изменения потока необоснованно возвращенных изделий λнеоб. возвр в каждом из кварталов и в среднем за год (рис. 9).
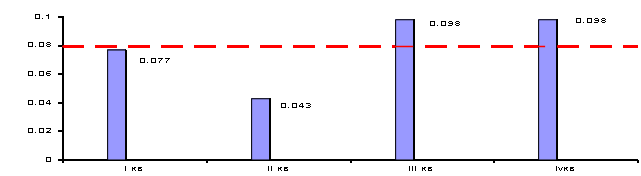 |
| Рисунок 9 Интенсивность потока необоснованновозвращенных блоков типа Б в 2013 годукрасная штриховая линия – среднее значение λнеоб. возвр |
Поток возвращенных по необоснованным причинам изделиям представляет собой нестационарный поток. Нестабильность интенсивности потока вызвана тем, что эксплуатирующие предприятия возвращают блоки, по работе которых возникли претензии, партиями.
5. Возврат устройств по вине изготовителя
Как было сказано ранее, при анализе причин возврата устройств отказ комплектующих элементов рассматривается как вина изготовителя, кроме тех случаев, когда тот или иной элемент отказывал (был поврежден) из-за нарушений правил эксплуатации устройства. Изделия, в которых комплектующие элементы повреждены по вине эксплуатирующего предприятия в этом разделе не учтены.
5.1 Возврат устройств из-за отказов микросхем
Среднее время, прошедшее от отгрузки блока типа Б до его возврата в 2013 году из-за отказа микросхем составило Tср мсх = 26,7 месяца, медиана – 23 месяца, дисперсия времени возврата σ'возвр=212,25, а среднеквадратичное отклонение σвозвр = 14,6 месяца.
Диаграмма, иллюстрирующая поток возвращенных устройств с отказавшими микросхемами, приведена на рис. 10.
Как уже было отмечено выше, отказ любого элемента устройства рассматривается как вина изготовителя.
Сопоставление указанных на рис. 8 и 10 дат поступления устройств на предприятие подтверждает, что возврат нескольких изделий в один и тот же день вызван логистическими причинами.
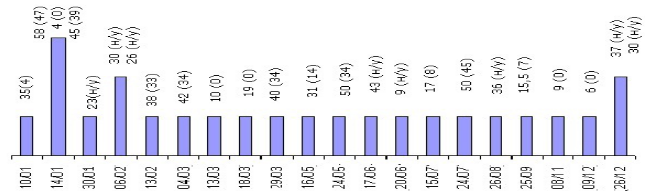 |
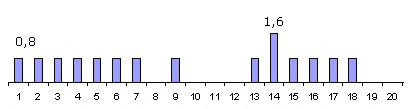
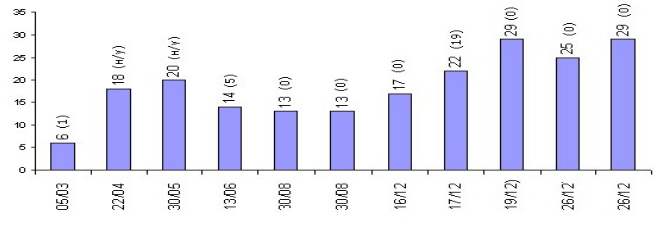
| Рисунок 10. Поток блоков типа Б, возвращенных в 2013 году из-за отказа микросхем (вина изготовителя устройства)Числа над столбиками показывают время, прошедшее от отгрузки до отказа, в скобках наработка до отказа в месяцах. н/у – наработка не установлена |
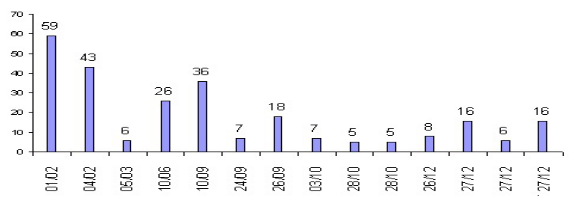
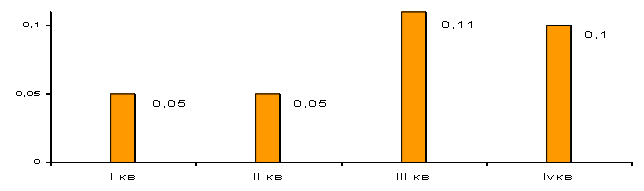
Используя имеющуюся информацию, определим интенсивность изменения потока изделий, возвращенных из-за отказа микросхем λ возвр.мсх в каждом из кварталов и в среднем за год (рис. 11).
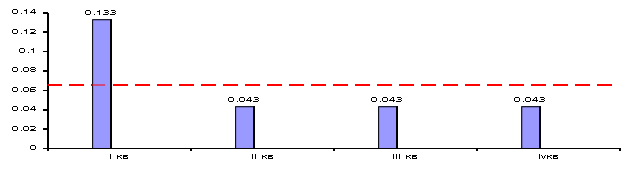 |
| Рисунок 11 Интенсивность потока блоков типа Б, возвращенных в 2013 году из-за отказа микросхемкрасная штриховая линия – среднее значение λ возвр.мсх |
Интенсивность потока возвращенных из-за отказа микросхем блоков типа Б в I квартале возросла за счет возвращения нескольких изделий в январе и феврале месяцах. В течение остальных трёх кварталов интенсивность потока остается неизменной, что позволяет считать данный поток стационарным.
5.2 Возврат устройств из-за отказов резисторов
При исследовании возвращенных в 2013 году блоков установлено, что причиной возврата части блоков типа Б стал отказ резисторов
Диаграмма потока возвращенных по этим причинам блоков приведена на рис. 12.
 |
| Рисунок 12 Поток возращенных в 2013 году блоков типа Биз-за отказа резисторов. Цифры над столбиками указывают время в месяцах,прошедшее от отгрузки до возвращения блока.Цифры в скобках – наработку. н/у – наработка не установлена |
Среднее время, прошедшее от отгрузки блока типа Б до его возврата в 2013 году из-за отказа резистора составило Tср мсх = 18,2 месяца, медиана – 16 месяцев, дисперсия времени возврата σ'возвр=19,7, а среднеквадратичное отклонение σвозвр = 4,4 месяца.
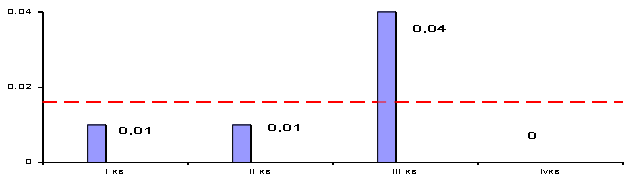
Используя имеющуюся информацию, определим интенсивность изменения потока изделий, возвращенных из-за отказа резисторов λ возвр.рез в каждом из кварталов и в среднем за год (рис. 13).
 |
| Рисунок 13 Интенсивность потока блоков типа Б, возвращенных в 2013 году из-за отказа резисторовкрасная штриховая линия – среднее значение λ возвр.рез |
Интенсивность потока возвращенных из-за отказа микросхем блоков типа Б также представляет собой нестационарный поток, для которого среднее число событий в единицу времени непостоянным.
Увеличение возвращенных по этой причине в IV квартале изделий вызвано одновременным поступлением в декабре месяце двух изделий с отказавшими резисторами.
5.3 Возврат устройств из-за отказов реле
В 2013 году из-за отказа реле было возвращено 2 блока типа Б – 16 мая, через 18 месяцев после отгрузки, и 26 декабря, через 9 месяцев после отгрузки. Наработка возвращенных блоков нулевая.
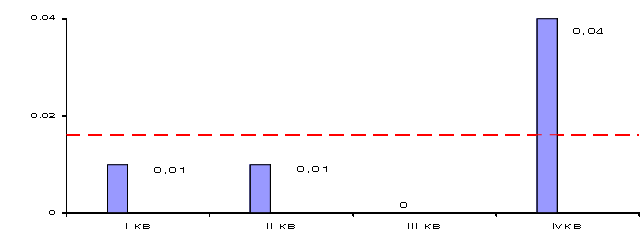
В связи с возвратом только двух блоков, в которых отказали реле не будем строить диаграмму, а приведем несколько значений интенсивности потока возврата изделий по этой причине:
λ возвр.реле I кв = 0,01
λ возвр.реле IV кв = 0,01
λ возвр.реле год = 0,005
5.4 Возврат устройств из-за отказов различных комплектующих
В 2013 году из-за отказа различных элементов были возвращены несколько блоков типа Б (рис. 14).
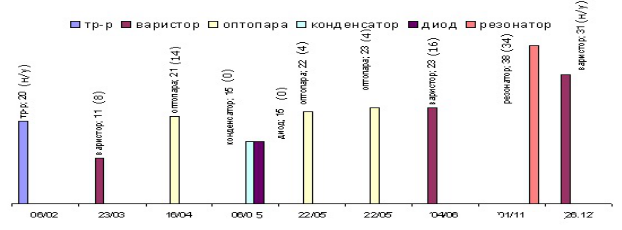 |
| Рисунок 14 Поток возращенных в 2013 году блоков типа Биз-за отказа разных элементовЦифры над столбиками указывают время в месяцах,прошедшее от отгрузки до возвращения блока.Цифры в скобках – наработку. н/у – наработка не установлена |
Наибольшая наработка (34 месяца) была у блока типа Б, возвращенного из-за отказа резонатора через 38 месяцев после отгрузки. Хотя гарантийные обязательства по этому изделию закончились, оно было отремонтировано как гарантийное.
Среднее время, прошедшее от отгрузки блока типа Б до его возврата в 2013 году из-за отказа элемента этой группы составило Tср мсх = 21,9 месяца, медиана – 21 месяц, дисперсия времени возврата σ'возвр=56,3, а среднеквадратичное отклонение σвозвр = 7,5 месяцев.
Особое внимание было обращено на возврат блока типа Б через 20 месяцев после отгрузки из-за обрыва обмотки трансформатора (дата 06.02 на рис. 14). Проведенный анализ претензий к моточным изделиям позволил отказаться от некоторых поставщиков и ужесточить требования к изготовлению изделий этой группы [7].
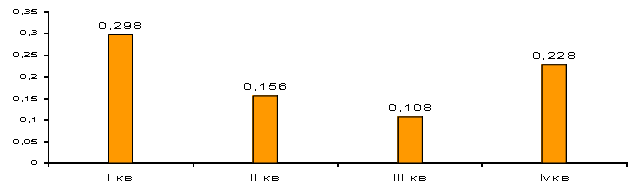
Используя имеющуюся информацию, определим интенсивность изменения потока изделий, возвращенных из-за отказа различных элементов λ возвр.др в каждом из кварталов и в среднем за год (рис. 15).
 |
| Рисунок 15 Интенсивность потока блоков типа Б, возвращенных в 2013 году из-за отказа комплектующихкрасная штриховая линия – среднее значение λ возвр.др |
5.5 Возврат устройств из-за ошибок изготовителя и разработчика
Причины рассмотренных выше возвратов изделий условно рассматривались как вина производителя, хотя вызваны они были отказами комплектующих элементов.
Для характеристики уровня технологической дисциплины и качества разработанной документации целесообразно выделить в отдельную группу дефекты в изделиях, возвращенные из-за ошибок изготовителя и разработчика
(рис. 16).
 |
| Рисунок 16 Поток возврата изделий из-за ошибок изготовителя и разработчикаЦифры над столбиками указывают время в месяцах,прошедшее от отгрузки до возвращения блока |
Самая «невинная» ошибка изготовителя, из-за которой было возвращено одно из устройств – установка на лицевой панели светодиодов одного и того же цвета для сигнализации о положении выключателя (рис. 17). Никаких других претензий к работе этого устройства потребителем не было высказано.
 |
| Рис. 17 Установка светодиодов одного цвета |
Более серьёзной были ошибки разработчика ПрО, причем по этой причине одно из устройств было возвращено после 38 месяцев работы (через 45 месяцев после отгрузки потребителю).
Следует отметить, что данный факт говорит о том, что при вводе в эксплуатацию данного устройства не были проверены все алгоритмы защиты и автоматики.
Стабильность технологического процесса изготовления устройств в основном характеризуется отсутствием в возвращенных изделиях дефектов пайки соединений, нарушений контакта в соединителях и т.п.
Используя имеющуюся информацию, определим интенсивность изменения потока изделий, возвращенных из-за ошибок изготовителя и разработчика
λ возвр. произв в каждом из кварталов и в среднем за год (рис. 18).
 |
| Рисунок 18 Интенсивность потока блоков типа Б, возвращенныхв 2013 году из-за ошибок изготовителя и разработчикакрасная штриховая линия – среднее значение λ возвр.произв |
Для оценки характеристик потока изделий, возвращенных по вине производителя, воспользуемся принципом суперпозиции и объединим выделенные ранее потоки в один (рис. 19).
 |
| Рисунок 19 Интенсивность потока блоков типа Б, возвращенныхв 2013 году по вине изготовителя |
Приведенная диаграмма наглядно показывает нестационарный характер потока изделий, причиной возвращения которых признана вина производителя.
6. Возврат устройств по вине эксплуатирующей организации
В тех случаях, когда эксплуатирующая организация возвращает исправное устройство, причина возврата признается необоснованной (см. раздел 4).
Вина эксплуатирующей организации в возврате изделия признается в случае нарушения правил эксплуатации, приведших к повреждению изделия или комплектующих элементов.
6.1 Возврат из-за повреждения микросхем
В 2013 году было возращено несколько блоков типа Б в которых повреждены микросхемы, в основном входящие в схему, обеспечивающей связь устройства с АСУ или ПЭВМ (рис. 20).
 |
| Рисунок 20 Термическое повреждение резистора. Соединитель для подключения к АСУ |
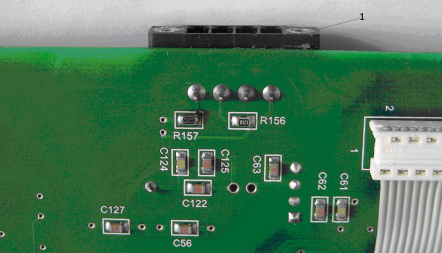
В акте исследования причин возврата дано такое описание: «При проверке блока типа Б на участке настройки выявлен отказ ИМС D28 типа ADSN65LBC184D «Texas Instruments» (расположен на другой стороне платы, показанной на рис. 9) и термическое повреждение резистора R157 типа RC 0805 F R – 07 100R L (0,125 – 100 Ом ± 1 % ± 100 ppm/ºС) «Yageo» ..».
Второе характерное нарушение, приводящее к отказу микросхемы, управляющей работой порта RS-232 - подключение ПЭВМ к соответствующему соединителю при включенном питании ПЭВМ.
Диаграмма, описывающая поток возвращенных из-за повреждения эксплуатирующим предприятием микросхем в устройствах типа Б, приведена
на рис. 21.
 |
| Рисунок 21 Поток возращенных в 2013 году блоков типа Биз-за повреждения микросхем потребителямиЦифры над столбиками указывают время в месяцах,прошедшее от отгрузки до возвращения блока.Цифры в скобках – наработку. н/у – наработка не установлена |
Используя имеющуюся информацию, определим интенсивность изменения потока изделий, возвращенных из-за повреждения микросхем эксплуатирующим предприятием λ возвр. мсх.эо в каждом из кварталов и в среднем за год (рис. 22).
 |
| Рисунок 22 Интенсивность потока блоков типа Б, возвращенныхв 2013 году из-за повреждения микросхем потребителямикрасная штриховая линия – среднее значение λ возвр.мсх.эо |
6.2 Возврат блоков из-за повреждения резисторов
Блоки типа Б, возвращенные из-за повреждения резисторов эксплуатирующим предприятием, составляют вторую по количеству изделий группу (рис. 23).
 |
| Рисунок 23 Поток возращенных в 2013 году блоков типа Биз-за повреждения резисторов потребителямиЦифры над столбиками указывают время в месяцах,прошедшее от отгрузки до возвращения блока. |
Основная причина возвращения блоков в данном случае – подача напряжения, превышающего допустимое значении 264 В (номинальное напряжении 220 В).
В ряде случаев вместе с резисторами оказываются повреждены и другие элементы – микросхемы, предохранители, диоды и др.
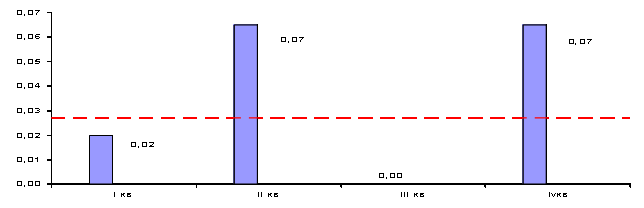
Используя имеющуюся информацию, определим интенсивность изменения потока изделий, возвращенных из-за повреждения резисторов эксплуатирующим предприятием λ возвр. рез.эо в каждом из кварталов и в среднем за год (рис. 24).
 |
| Рисунок 24 Интенсивность потока блоков типа Б, возвращенныхв 2013 году из-за повреждения резистора потребителямикрасная штриховая линия – среднее значение λ возвр.рез.эо |
6.3 Возврат блоков из-за повреждения их потребителями
Наиболее характерной причиной возврата блоков потребителями является их повреждение при термическом воздействия открытой дуги и пламени [8].
Возвращенный 2013 году не имел таких значительных повреждений, какие описаны в работе [8], но на корпусе блока видны следы продуктов горения (рис. 25).
 |
| Рисунок 25 Следы продуктов горения на корпусе блока |
Причина возврата блока в сопроводительном письме описана следующим образом: «... в ходе эксплуатации устройства 2009 года выпуска, было обнаружено, что устройство, после аварии в ячейке, перестало реагировать на какое-либо нажатие кнопок на панели».
Основное отличие блоков возвращенных из-за термических повреждений – значительная наработка. В частности один из возвращенных блоков проработал 56 месяцев, второй – 40 месяцев. За это время претензий по работе данных блоков не возникло.
Ещё одной причиной возврата блоков по вине эксплуатирующего предприятия являются механические повреждения, возникшие при их разборке.
Пример таких повреждений приведен в одном из актов исследования причин возврата: «…выявлено нарушение конструкции изделия, а именно модуль ИП-002 …отделен (оторван) от модуля МПВВ-003
При осмотре модуля ИП-002 … выявлено механическое повреждение (поломка), соединителей штыревых …. «Preci-Dip».
Однако наиболее частой причиной возврата остаётся коммутация выходными реле токов и напряжений недопустимых значений.
Диаграмма, описывающая поток возвращенных устройств типа Б из-за повреждения их эксплуатирующим предприятием по перечисленным причинам приведена на рис. 26.
 |
| Рисунок 26 Поток возращенных в 2013 году блоков типа Биз-за повреждения их потребителямиЦифры над столбиками указывают время в месяцах,прошедшее от отгрузки до возвращения блока. |
Используя имеющуюся информацию, определим интенсивность изменения потока изделий, возвращенных из-за повреждения эксплуатирующим предприятием λ возвр. разн.эо в каждом из кварталов и в среднем за год (рис. 27).
 |
| Рисунок 27 Интенсивность потока блоков типа Б, возвращенныхв 2013 году из-за повреждений потребителямикрасная штриховая линия – среднее значение λ возвр.рез.эо |
Для оценки характеристик потока изделий, возвращенных по вине производителя, воспользуемся принципом суперпозиции и объединим выделенные ранее потоки в один (рис. 28).
 |
| Рисунок 28. Интенсивность потока блоков Б,возвращенных по вине потребителей |
7 Интенсивность потока возвращенных изделий.
Полученная информация позволяет построить диаграммы интенсивности потока возвращенных изделий в зависимости от причины (рис. 29):
- необоснованный возврат (нв);
- возврат по вине изготовителя (вп);
- возврат по вине эксплуатирующего предприятия (вэ).
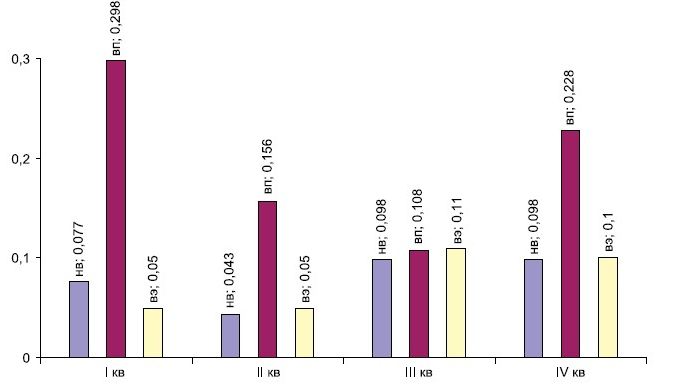 |
| Рисунок 29. Интенсивность потоков возвращенных блоков типа Бв зависимости от причин возврата |
Выводы
1. Постоянный анализ причин возврата изделий позволяет планировать
запасы элементов, необходимых для оперативной замены отказавших или поврежденных.
2. Информация, получаемая от эксплуатирующих предприятий, необоснованно возвративших изделия, позволяет своевременно корректировать эксплуатационную документацию, что исключает наиболее распространенные ошибки.
3. Анализ причин возврата изделий по вине изготовителя помогает выявлять «слабые» места в производстве и обоснованно корректировать технологические процессы для исключения повторения таких ошибок в дальнейшем.
Литература
1. General Motors отзывает более 3 млн машин из-за проблем с зажиганием//[электронный ресурс], режим доступа:http://top.rbc.ru/economics/17/06/2014/930567.shtml
2. Toyota отзывает 885 тысяч автомобилей //[электронный ресурс], режим доступа:http://www.dni.ru/auto/2013/10/18/262165.html
3. Гондуров С.А., Захаров О.Г. Технологический прогон цифровых устройств релейной защиты. // [Электронный ресурс «Всё о РЗА»], режим доступа:http://rza.org.ua/article/read/Tehnologicheskiy-progon-tsifrovih-ustroystv-releynoy-zashchiti--Gondurov-S-A---Zaharov-O-G-_87.html
4.Захаров О.Г. Надежность цифровых устройств релейной защиты. М.:Инфра-инженерия, 2014, 128 с.
5. Надежность цифровых устройств в цифрах и диаграммах // [Электронный ресурс «www.energoboard.ru»], режим доступа:
http://www.energoboard.ru/articles/2810-nadegnost-tsifrovih-ustroystv-v-tsifrah-i-diagrammah.html
6. Захаров О.Г. Определение дефектов в релейно-контакторных схемах. М.: Агропромиздат, 1991, 184 с.
7. Захаров О.Г. Входной контроль моточных изделий// Вести в электроэнергетике, №3, 2014, С. 20
8. Гондуров С.А., Захаров О.Г. Испытания на пожарную безопасность: аварийные перегрузки и открытое пламя//Вести в электроэнергетике, № 4, 2010, С. 28.
watcher
Вариант этой статьи опубликован в журнале "Технологии в электронной промышленности" №5 за 2014 год.
watcher
Ещё один вариант этой статьи опубликован в журнале "Релейная защита и автоматизация"
№04 (17) за 2014 год. см. http://olgezaharov.narod.ru/2014/potok.pdf
Комментарий проверяется
Текст комментария будет виден после проверки администратором.