Заготовленные шины после их маркировки соответственно эскизам замеров доставляют на место установки. Шины должны быть расположены симметрично и в одной плоскости. Такое расположение их не только придает опрятный вид установке, но и облегчает персоналу ее эксплуатацию. Нельзя приближать шины к заземленным частям установки или к шинам другой полярности на расстояния меньшие, чем допускается нормами.
Для прокладки шин изготовляют: сжимы и шинодержатели на плоскость и ребро, шинные компенсаторы, междушинные распорки, переходные пластины.
При непосредственном креплении требуется точная разметка шин и сверление или выдавливание в них овальных отверстий. При креплениях шинодержателями не требуется сверлить или выдавливать отверстия в шинах, что значительно упрощает монтаж. Шинодержатели и сжимы при переменном токе более 600 А не должны создавать замкнутого магнитного контура вокруг шин. Для этого одну из накладок или все стяжные болты, расположенные по одной из сторон шины, выполняют из немагнитного материала либо устанавливают шинодержатель, конструкция которого не образует замкнутый магнитный контур.
Монтаж заготовленных шин выполняют в такой последовательности: устанавливают шинодержатели на опорных изоляторах; раскладывают шины и выверяют их положение в шинодержателях; соединяют участки сборных шин с компенсаторами; устанавливают, выверяют и присоединяют ответвления; при необходимости вторично окрашивают выправленные шины.
Сборные шины выверяют по продольной оси натянутой по ней стальной проволокой. Кроме того, проверяют горизонтальность каждого участка шин с помощью рейки и уровня.
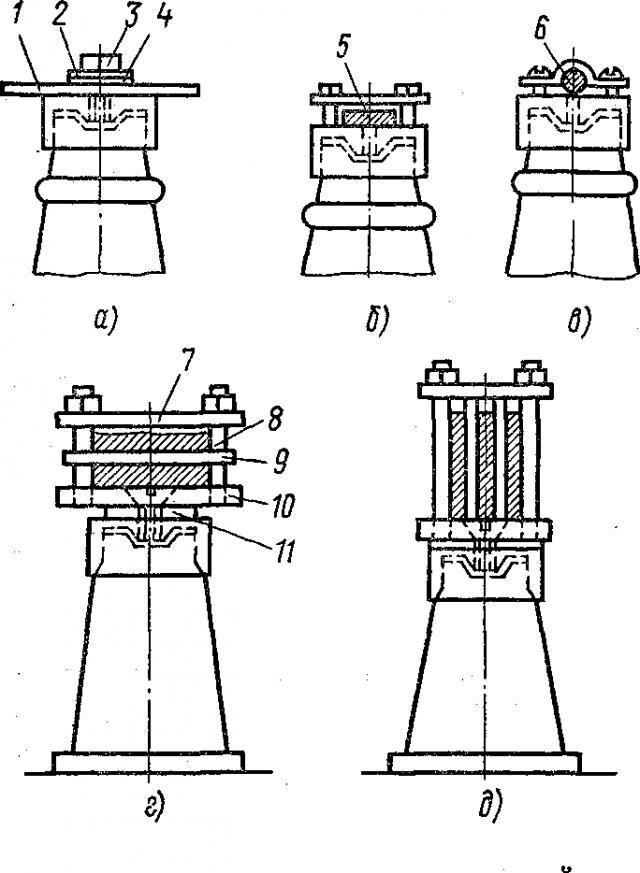
Шины крепят плашмя или на ребро на изоляторах болтами, скобами или в шинодержателях (рис. 3, а—д). Чтобы при большой длине шин избежать деформаций из-за линейных расширений, устанавливают компенсаторы, состоящие из набранных в пакет тонких (0,1—0,25 мм) медных или алюминиевых (соответственно материалу шин) лент, суммарное сечение которых равно сечению шины. Ленты по концам, сваренные в общий монолит, как правило, приваривают встык в месте разреза шин. Кроме того, для возможности перемещения шины в месте крепления из-за температурных изменении в ней проштамповывают овальное отверстие.
Существует несколько способов присоединения шин к выводам аппаратов в зависимости от конструкции выводов и материала шин: одноболтовое и многоболтовое непосредственное с помощью сквозных болтов с гайками и шайбами; гаечное непосредственное (шину зажимают между двумя контактными гайками, навернутыми на нарезной токопроводящий стержень аппарата); через плоские медно-алюминиевые переходные пластины. В последнее время для присоединения к зажимам аппаратов алюминиевые шины оконцовывают пластинами из сплава АД31Т1, которые по сравнению с медно-алюминиевыми пластинами исключают расход меди и уменьшают материальные затраты.
К плоским выводам аппаратов непосредственно присоединяют медные, алюминиевые и стальные шины; к выводам, выполненным в виде нарезного стержня,— медные шины. Таким же способом, но с помощью специальных медных или латунных гаек увеличенных размеров подключают алюминиевые шины, если номинальный ток аппарата не более 600 А. Контакт плоских алюминиевых шин с медными стержневыми выводами аппарата на токи 600 А и более осуществляют специальными медно-алюминиевыми переходными пластинами. Последние используют также для всех присоединений в помещениях, где окружающая среда содержит большое количество влаги или активных газов, вызывающих усиленное окисление в местах непосредственных контактов алюминия с медью.
Медно-алюминиевая пластина состоит из отрезков медной и алюминиевой шин, сваренных встык на сварочной машине. Пластину алюминиевой частью приваривают к алюминиевой шине, а в медной части сверлят отверстия соответственно диаметру присоединительного болта.
Контактные поверхности в местах присоединения шин к выводам аппаратов должны быть тщательно обработаны на специальном шиношлифовальном или шинофрезерном станке при заготовке в мастерских. Как исключение допускается обработка плоскости контакта полудрачевым напильником. Плоскость контакта необходимо проверять угольником. Между ребром угольника и плоскостью не должно быть просветов. В зазор между контактными поверхностями после присоединения не должен входить стальной щуп толщиной 0,05 мм.
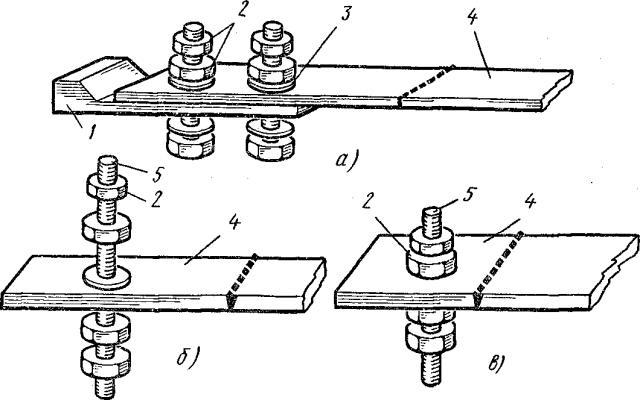
На подсоединениях к зажимам аппаратов следует применять контрящие приспособления. При использовании тарельчатых пружин контрящие приспособления не ставят. Некоторые присоединения алюминиевых шин показаны на рис. 4, а—в.
Поверхности шин РУ окрашивают равномерно без наплывов и подтеков по всей длине эмалевой или масляной краской. Однополосные шины окрашивают со всех сторон, многополосные в сухих помещениях — по наружным поверхностям, в помещениях сырых, с повышенной влажностью или с химически активной средой — каждую шину в отдельности со всех сторон.
Шины окрашивают в следующие цвета: при постоянном токе положительную шину (+) — в красный, отрицательную (—) — в синий и нейтральную — в белый; при переменном токе фазу А — в желтый, В — в зеленый и С — в красный. Нулевые шины при изолированной нейтрали окрашивают в голубой, а при заземленной — в зелено- желтый (двухцветный), резервную — в цвет резервируемой фазы.
В каждой электроустановке одноименные шины должны иметь одинаковую окраску. В закрытых РУ при переменном трехфазном токе сборные шины при вертикальном расположении окрашивают соответственно: верхнюю шину А — в желтый цвет, среднюю В — в зеленый и нижнюю С — в красный.
При расположении сборных шин горизонтально, наклонно или по прямоугольнику шину А (наиболее удаленную от персонала) окрашивают в желтый цвет, среднюю В — в зеленый и ближайшую к персоналу С — в красный. Ответвления от сборных шин должны быть окрашены Так: левая шина А — в желтый, средняя В — в зеленый, правая С — в красный, если смотреть на шины из коридора обслуживания.
Окраске не подлежат: токоведущие части аппаратов; места болтовых соединений шин и их присоединения к выводам аппаратов, а также участки шин длиной не менее 10 мм от мест соединений, места для контроля температуры, предусматриваемые вблизи контактов, покрытых термоскопической краской; места наложения на шины переносных заземлений для производства ремонтных работ. Места для присоединения заземлений должны иметь длину, равную ширине шины (но не менее 50 мм), и быть окаймлены по обе стороны контактной поверхности черными полосками шириной 10 мм.
Никто пока не комментировал эту страницу.