
Перегоревшую плавкую вставку, если нет заводского изготовления, можно заменить калиброванной медной проволокой. При калибровке медной проволоки для плавких вставок предохранителей следует исходить из следующих требований ГОСТ:
Предварительно диаметр медной проволоки можно определить по формуле:
где d – диаметр проволоки, мм; Iпл.вст – ток плавкой вставки, А.
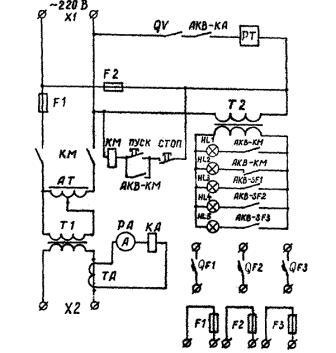
Принципиальная схема стенда для испытания автоматических выключателей и предохранителей приведена на рисунке.
Питание стенда осуществляется от сети переменного тока 220 В (вход X1). Для защиты силовой и вспомогательной цепей от короткого замыкания предусмотрены предохранители F1 и F2. Включение силовой и вспомогательной цепей осуществляется с помощью магнитного пускателя КМ. При нажатии кнопки "Пуск" магнитного пускателя напряжение 220 В подается на автотрансформатор АТ в силовой цепи, трансформатор Т2 в цепи сигнализации, а также на электросекундомер РТ.
Автотрансформатор АТ служит для регулирования тока и напряжения, подаваемого на первичную обмотку трансформатора T1.
Основные функции трансформатора T1:
Во вторичную обмотку трансформатора Т1 включен трансформатор ТА. Во вторичную обмотку трансформатора тока ТА последовательно включен амперметр РА, необходимый для контроля тока и реле тока КА, который своими контактами АКВ-КА в цепи электросекундомера РТ отключает последний при исчезновении тока в силовой цепи.
Выключатель QV (тумблер) в цепи электросекундомера служит для отключения последнего, когда это необходимо.
Трансформатор Т2 служит для получения нужного напряжения для питания цепи сигнализации. В цепь сигнализации включены сигнальные лампочки HL1 и HL2, включаемые соответствующими контактами магнитного пускателя АКВ-КМ, и сигнализирующие о включении пускателя; сигнальные лампочки HL3, HL4, HL5 сигнализируют о включении соответствующего автомата.
На стенде размещены три автоматических выключателя разных типов QF1, QF2, QF3 и три предохранителя разных типов F1, F2, F3, которые включаются в силовую цепь для соответствующего исследования отдельными проводниками.
Калибровку плавких вставок из медной проволоки можно произвести на стенде, который описан выше. Для этого заготавливают проволоку различных диаметров. Если диаметр проволоки неизвестен, его можно определить с помощью микрометра.
Приближенно для данного диаметра номинальный ток плавкой вставки можно определить по формуле:
где d - диаметр проволоки, мм.
Для этого на стенде снимают часть время - токовой характеристики tсгор = f(I), т.е. получают зависимость времени сгорания tсгор проволоки от величины тока I.
Величины токов при снятии указанной характеристики принимаются:
где K - коэффициент кратности.
Обычно бывает достаточно снять часть характеристики при K = 1,5; 2,0; 3,0; 4,0.
Опыт проводят в следующем порядке:
Затем проводятся опыты для других значений тока. Строится зависимость tсгор = f(I).
С помощью полученной зависимости tсгор = f(I) для времени t=10 с находят I10.
Номинальный ток плавкой вставки определится:
Часто возникает необходимость подбора диаметра медной проволоки для предохранителя с заданным значением номинального тока плавкой вставки, т.е. нужно решить задачу, обратную вышеописанной. Для этого ориентировочно определяют диаметр медной проволоки по формуле:
Находят медную проволоку нужного диаметра и проверяют на стенде при токе I = 2,5Iн..пл.вст.
Если время перегорания проволоки окажется более 10 с, выбирают проволоку на одну ступень меньшего диаметра, и снова проводят опыт, пока не будет найден диаметр проволоки, при котором она сгорает за 10 с.
Проверку плавких вставок на селективность срабатывания производят при последовательном подключении предохранителей к зажимам Х2. При этом устанавливают ток, превышающий номинальный ток плавкой вставки меньшего из предохранителей в 2,5 раза, и убеждаются, что перегорает только его плавкая вставка за время не более 10 с.
Комментарий проверяется
Текст комментария будет виден после проверки администратором.