До насадки обмоток верхнее ярмо остова расшихтовывают (если оно было зашихтовано) и концы стержней обвязывают мягкой проволокой или веревкой. Доставленные к рабочему месту обмотки проверяют на соответствие их данных, указанных на ярлыке, параметрам трансформатора для которого они предназначены (мощность, тип трансформатора), визуально проверяют, нет ли внешних повреждений; измерениями уточняют соответствие высот и диаметров обмоток чертежу, отсутствие обрывов и замыканий между витками в параллельными проводами.
Электрическое испытание на выявление замыкания делают в запрессованном состоянии обмоток, так как при ослаблении прессовки, в случае замыкания, оно может исчезнуть и дефект не будет выявлен. Если обмотки исправны, на полки нижних ярмовых балок укладывают уравнительную изоляцию.
У трансформаторов мощностью 250—1600 кВ-А напряжением до 10 кВ уравнительная изоляция представляет собой настил 1 из буковых планок (рис. 10). Их укладывают по внешнему периметру нижнего ярма, как показано на рисунке, и проверяют, чтобы плоскость планок лежала на одном уровне с плоскостью ярма. На буковый настил и плоскость ярма укладывают нижнюю ярмовую изоляцию 2, нанизывая ее на стержни 3. При этом следят, чтобы ее подкладки лежали на планках и ярме без провисания.
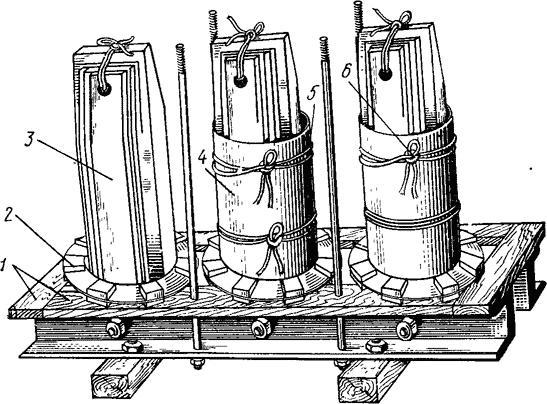
Если обмотки не имеют жестких (бумажно-бакелитовых) цилиндров, то вместо них применяют мягкие цилиндры 4, изготовляемые из двух прямоугольных пластин электрокартона толщиной 1—1,5 мм, которым придают цилиндрическую форму, выгибая их на вальцовом станке или руками. Изгибание следует делать вдоль волокон, плавно, так чтобы не было углов и изломов. Заготовленные пластины устанавливают вокруг стержней так, чтобы их концы перекрывали друг друга внахлест и чтобы места перекрытий 5 располагались на боковых сторонах стержней против центральных пакетов магнитной системы. Цилиндры временно скрепляют обвязкой хлопчато-бумажной лентой или веревкой 6.
У более мощных трансформаторов цилиндры состоят из нескольких слоев электрокартона, количество слоев выбирают таким, чтобы толщина цилиндра соответствовала размеру, указанному на чертеже. Высоту, толщину и наружный диаметр цилиндров проверяют штангенциркулем и метром.
Ярмовая и уравнительная изоляция трансформаторов мощностью до 250 кВ-А устроена несколько по-другому (рис. 11). У каждого стержня на ярме укладывают четыре буковые планки 3, по две с каждой стороны. Планки имеют поперечный паз, который при установке входит в выступающий край электрокартонной прокладки 2, изолирующей активную сталь от ярмовой балки 1. В этом устройстве планки по высоте выступают над плоскостью ярма, поэтому они сочетают в себе уравнительную и ярмовую изоляцию.
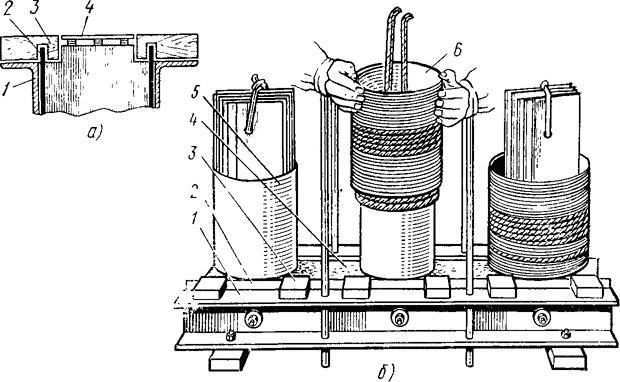
Для изолирования обмоток от ярма в промежутке между стержнями поверхность ярма закрывают электрокартонными щитками 4. Щитки должны лежать на одном уровне с планками; являясь ярмовой изоляцией, они одновременно служат опорной поверхностью для обмоток. После установки уравнительной и ярмовой изоляции на цилиндры 5 стержней поочередно, начиная с крайней фазы, насаживают обмотки 6 НН. Обмотки трансформаторов мощностью до 630 кВ-А насаживают вручную, большей мощностью — грузоподъемным механизмом и приспособлением, которым обмотки были сняты.
При насадке обмоток НН их концы обращают в сторону, где будет собрана схема отводов НН. Обмотку насаживают плотно, с некоторым усилием; если она идет очень туго, насадку следует прекратить, проверить размеры обмотки и ее изоляции, выяснить возможную причину (перекос, задевание обмотки за изоляцию, за выступающие детали остова и т. п.)^ После устранения причины производят повторную насадку обмоток. Далее поверх обмоток НН насаживают обмотки BH. При этом следят, чтобы основные и регулировочные ответвления располагались на стороне отводов ВН, т. е. были обращены в сторону, указанную на чертеже, и каждая из обмоток соответствовала своему стержню.
При насадке обмоток, намотанных на рейки, особое значение следует придавать правильному расположению реек каждой из обмоток (НН, ВН, СН); рейки всех Обмоток в радиальном направлении должны совпадать, располагаться одна против другой, тем самым создавая жесткуй опору каждой из обмоток в радиальном направлении и соответственно повышая их механическую стойкость к воздействию радиальных усилий при коротких замыканиях. Кроме того, оси (столбы) дистанционных прокладок обмоток должны располагаться по вертикали так, чтобы они совпадали с подкладками концевой изоляции (ярмовой, уравнительной), создавая надежную устойчивую опору обмоток, повышающую их стойкость к воздействию осевых усилий.
Закончив насадку, приступают к радиальной расклиновке обмоток. У многослойных обмоток она заключается в установке реек в каналах между обмотками ВН и НН и буковых стержней между обмоткой НН и стержнем магнитной системы. Расклиновкой создается жесткая опора обмоток в радиальном направлении и исключается возможность их смещения и разрушения от динамических усилий.
Расклиновку начинают с забивания реек в каналы между обмотками ВН и НН против реек, образующих масляные каналы в обмотках ВН: устанавливают в эти места на полную глубину электрокартонные коробочки, вставляют в них на глубину 40—50 мм буковые рейки и поочередно в перекрестном порядке забивают их молотком. Если рейка входит легко от удара молотка, под нее подкладывают электрокартонную полоску, если туго, ее строгают рубанком, подгоняя по месту.
Затем расклинивают обмотки НН и стержня. Для этого между электрокартонным цилиндром и уступами стержня забивают круглые буковые стержни, а между плоской частью стержня и цилиндром — плоские фасонные планки. Размеры расклинивающих деталей и места их установки должны соответствовать чертежу. Расклиновку производят осторожно, чтобы не повредить обмотку, пластины стержней и не поломать клинья. От качества расклиновки зависит механическая стойкость обмоток при коротких замыканиях.
После расклиновки устанавливают верхнюю ярмовую изоляцию, выгибают и изолируют концы обмоток НН. Для выгибания концов применяют стальную трубку, которой пользуются как рычагом. Изоляцию накладывают вполуперекрытие на длине 100—120 мм, начиная от выхода концов из обмотки. Концы слоевых и многослойных цилиндрических обмоток обычно изолируют двумя слоями лакоткани, концы непрерывных и винтовых обмоток напряжением до 10 кВ изолируют до толщины 1,5 мм на сторону. Концы обмоток трансформаторов напряжением 35 кВ мощностью 1000—6300 кВ-А изолируют до толщины 4—6 мм на сторону лентами из лакоткани или крепированной бумаги. Слои изоляции должны плотно прилегать друг к другу; по мере удаления от обмотки толщина изоляции должна убывать, образуя конус длиной, равной десятикратной ее толщины. Поверх основной изоляции накладывают один слой тафтяной ленты. Особенно тщательно изолируют концы у места выхода их из обмотки, так как изоляция в местах изгиба чаще повреждается. Концы лент тщательно заделывают и смазывают бакелитовым лаком.
Обмотки более мощных трансформаторов, намотанные на рейки или бумажно-бакелитовые цилиндры, поступают на сборку в запрессованном состоянии. Их до насадки после проверки размеров и испытания распрессовывают: ослабляют, а затем полностью отвинчивают гайки стяжных шпилек рам (плит) и освобождают от прессующих деталей и приспособлений. Затем приступают к их обработке. Если обмотка намотана на рейки, их верхние концы обрубают стамеской на уровне 20—25 мм ниже верхнего торца опорного кольца, внизу — вровень с нижним торцом опорного кольца. Если конструкцией изоляции предусмотрены угловые шайбы, под них в рейках делают вырезы, указанные в чертеже.
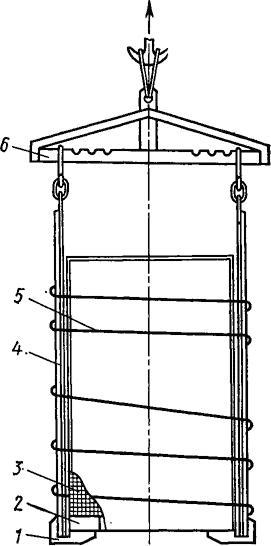
Проверяют вертикальность и параллельность реек; при необходимости их осторожно подравнивают киянкой; проверяют, чтобы в местах перехода из катушки в катушку провода были прижаты к обмотке и не выступали за ее радиальный размер. Если отклонений от чертежа нет, под обмотки 3 заводят лапы 1 тяг 4 съемно-подъемного приспособления (рис. 12) так, чтобы их носки находились под опорным кольцом 2, не выступали за пределы его радиального размера и были плотно к нему прижаты. При диаметре обмоток, не превышающем 600 мм, используют приспособление с двумя тягами, при большем диаметре — с тремя тягами и соответственно применяют трехлучевую траверсу 6. Лапы следует устанавливать под опорное кольцо в местах, равноудаленных друг от друга по окружности таким образом, чтобы они находились на оси столбов дистанционных прокладок обмотки. Кроме того, место заводки тяг нужно выбирать с таким расчетом, чтобы они не оказались между стержнями остова после установки обмотки, в противном случае будут затруднения при их освобождении от обмоток. Тяги крепят к обмотке веревкой 5 0 18—20 мм или специальными поясами. После этого обмотку поднимают, устанавливают на подставку, окончательна осматривают и продувают чистым сухим воздухом.
Перед насадкой обмоток концы стержней остова временно обертывают электрокартоном, чтобы избежать повреждения витковой изоляции краями пластин.
Если обмотку насаживают на мягкие цилиндры, то, опустив ее до уровня цилиндра, между рейками обмотки и цилиндром вставляют по всей его окружности электрокартонные полосы толщиной 1—1,5 мм. Полосы являются направляющими, облегчают насадку и предохраняют обмотку и цилиндр от повреждения. Медленно опуская обмотку и соблюдая соосность со стержнем, направляют ее руками так, чтобы оси реек как можно точнее совпадали с серединами подкладок ярмовой изоляции, а нижний конец обмотки находился между подкладками ярмовой и уравнительной изоляции.
Если обмотка не опускается под собственной массой и даже под некоторым усилием прилагаемого груза, ее следует снять, проверить причину, затрудняющую насадку, устранить ее и продолжать насадку. Наоборот, очень легкая насадка, когда обмотка садится слишком свободно, указывает на то, что не все рейки плотно прилегают к цилиндру, а это недопустимо, так как ослабляются радиальные опоры обмотки. В этом случае обмотку следует снять, домоткой электрокартона увеличить диаметр цилиндра до размера, соответствующего диаметру обмотки по рейкам, и повторить насадку. Обмотку НН обычно до самого конца не опускают: ее задерживают на расстоянии 250— 300 мм от ярмовой изоляции и, установив под нее подставки, выгибают, укладывают и изолируют нижний конец, располагаемый между уравнительной и ярмовой изоляцией. Затем подставки (деревянные бруски) удаляют и опускают обмотку до конца.
Изолированию концов следует уделять особое внимание: толщина изоляции должна соответствовать указанной на чертеже, ее слои должны быть плотными, без морщин и пустот, верхний слой закрепляют киперной лентой, намотанной одним слоем вполуперекрышку. После насадки всех обмоток НН их подпрессовывают грузом до осевого размера, указанного на чертеже, и расклинивают. Затем переходят к намотке цилиндров (если они не жесткие) и установке нижней изоляции обмоток ВН, их насадке, подпрессовке, укладке верхней изоляции, изолированию основных и регулировочных концов. Насадку обмоток заканчивают установкой элементов концевой изоляции, указанной на чертеже, а в случае прессовки кольцами — укладкой их поверх ее. При насадке обмоток, установке изоляции, укладке, размещении и изолировке концов пользуются чертежом, который называется «Установка обмоток».
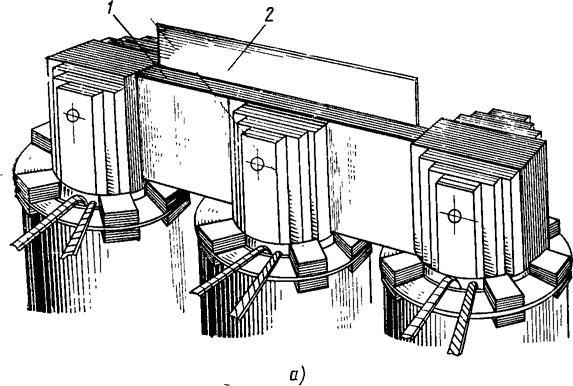
Шихтовка ярма. После насадки обмоток приступают к шихтовке верхнего ярма. К рабочему месту доставляют пластины ярма, ярмовые балки, прессующие детали, избляционные прокладки ярмовых балок и заземляющую шшшу. Шихтовку начинают с середины центрального пакета (pиc. 13, а), закладывая пластины 2 ярма между выступающими вертикальными пластинами стержней одновременно с двух сторон ярма. Шихтуют сразу по две или три пластинььв зависимости от того, как ярмо было зашихтовано до разборки. Укладку средних пластин чередуют с укладкой левых и правых угловых пластин. Их вставляют так, чтобы не было нахлеста с короткими пластинами стержней, стыки не имели зазоров и отверстия пластин 1рма совпадали с отверстиями в пластинах стержней. В противном случае после шихтовки стяжные шпильки не войдут в отверстия ярма.
Окончив шихтовку средней части центрального пакета, шихтуют остальные пакеты, вставляют сначала средние пластины, а затем угловые, проверяя, чтобы каждая пластина ярма стыковалась с вертикальной пластиной стержня без зазора.
Для плотного прилегания стыков и выравнивания пластин, выступающих в виде гребешков, каждый слой осаживают, ударяя слегка по изоляционной подкладке, устанавливаемой вдоль пластин. Не допускается ударять молотком непосредственно по пластинам или применять стальную подкладку. Подбивку производят с верхней и боковых сторон.
При шихтовке ярм более крупных магнитных систем (мощностью 6300 кВ-А и более) ярмо временно скрепляют технологическими П-образными скобами, чтобы избежать чрезмерного распушения пластин. Скобы устанавливают по всей ширине и длине ярма в шахматном порядке. Шихтовка ярм пластинами из холоднокатаной стали, особенно с косыми стыками, требует большого внимания и аккуратности; следует избегать ударов и изгибания пластин.
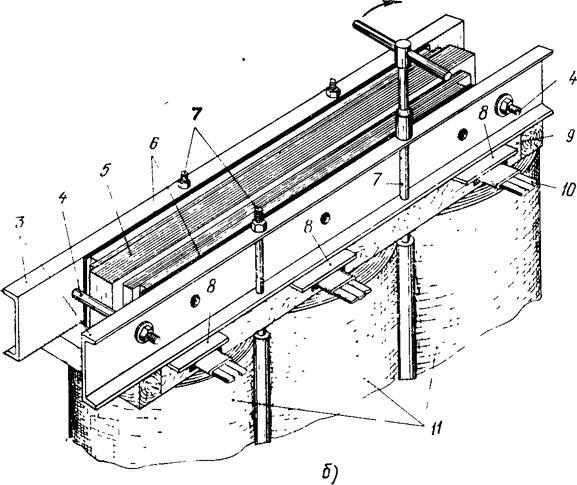
Прессовка обмоток и ярма. Несмотря на осаживание в процессе шихтовки пластины 5 верхнего ярма (рис. 13,6) иногда немного не доходят до конца, упираясь в ярмовую изоляцию. Для окончательной их осадки предварительно прессуют ярмовыми балками 3 и вертикальными шпильками 7 обмотки 11. Для этого ярмовые балки слегка стягивают временными шпильками 4, вставляемыми в имеющиеся в них отверстия.
Пластины осаживают небольшой кувалдой, ударяя по приставленной к ним фибровой подкладке толщиной 30—40 мм. Зазоры в отдельных стыках должны быть не более 1—2 мм. Следует иметь в виду, что при больших зазорах и недокладке пластин увеличивается ток холостого хода и потери в стали. Это выявляется при испытании и может привести к повторной разборке и сборке магнитной системы.
После окончательной осадки пластин верхнего ярма ослабляют затяжку шпилек 4 и устанавливают ярмовые изоляционные прокладки 6. Прокладки ярмовых балок небольших остовов представляют собой пластины из электрокартона с отверстиями для стяжных шпилек. В более крупных остовах к пластинам в поперечном направлении прикреплены электрокартонные подкладки (рейки), образующие вертикальные каналы между ярмом и балкой. Такую изоляцию называют «мостом».
Для удобства сборке прокладки 6 временно привязывают к ярмовым балкам киперной лентой и устанавливают на ярмо вместе с балками. Балки и лрокладки устанавливают так, чтобы их отверстия совпадали с отверстиями в пластинах ярма. У выхода концов 10 обмоток НН между полкой ярмовой балки и буковыми планками 9 помещают электрокартонные щитки 5. Они служат дополнительной изоляцией концов обмоток от бака. Далее равномерным завинчиванием гаек на временных шпильках подпрессовывают ярмо, осматривают отверстия в ярме со шпилечной стяжкой и в случае смещения отдельных пластин поправляют их конусообразной оправкой. Затем в отверстия вставляют стяжные шпильки с бумажно-бакелитовыми трубками, надевают на их концы изоляционные и стальные шайбы и навинчивают гайки.
Со стороны отводов НН устанавливают заземляющую шинку: один ее конец вставляют в первый пакет, а другой болтом крепят к ярмовой балке. После этой операции окончательно затягивают стяжные шпильки (временные удаляют), кернят гайки и проверяют мегаомметром сопротивление изоляции шпилек и ярмовых балок.
Ярма бесшпилечной магнитной системы, как было указано ранее, стягивают (прессуют) внешними шпильками и полубандажами, а стержни — стеклобандажами. В отличие от шпилечной магнитной системы такая стяжка механически менее жестка, поэтому в остов дополнительно введены конструктивные элементы, чтобы снизить воздействие внешних механических нагрузок, возникающих при подъемах. Так, в остовах трансформаторов I—II габаритов, имеющих сравнительно небольшую массу, верхние ярмовые балки соединяют с нижними вертикальными шпильками. При подъеме усилие от массы активной части (остова) воспринимается нижними опорными планками и скрепленными с ними нижними ярмовыми балками, а далее через вертикальные шпильки нагрузка передается на верхние ярмовые балки и прикрепленные к ним устройства для подъема (рымы). Кроме того, сила трения, возникающая между ярмом и ярмовыми балками, также препятствует смещению балок относительно ярма.
В более мощных трансформаторах, активная часть которых имеет большую массу, для разгрузки магнитной системы в конструкцию остова введены подъемные (их также называют прессующие) пластины из маломагнитной стали, расположенные по обеим сторонам вдоль каждого стержня и изолированные от него прокладками из электрокартона. Пластины при подъемах принимают на себя нагрузку от массы активной части и, кроме того, при стяжке и прессовке вместе с ними стержней бандажами создается равномерное удельное давление в стержне, тем самым предотвращается деформация крайних пакетов активной стали.
Ярмовые балки 2 трансформаторов III габарита и выше скрепляют с пластинами 1 «в замок» с помощью прямоугольных шипов 3 и 5, приваренных к балками пластинам (рис. 14,а). Для шипа 3 в ярмовой балке вырезают отверстие (окно). В процессе сборки не исключены неточность приварки шипов и другие технологические отклонения которые могут вызвать появление зазора между шипами и соответственно неравномерную нагрузку на пластины остова.
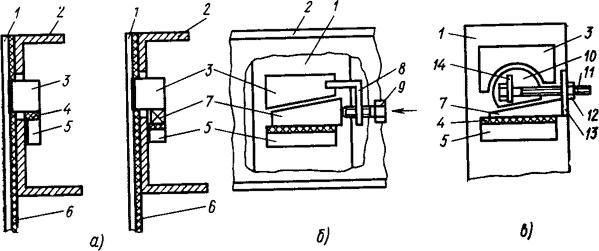
Чтобы избежать этого, особенно в трансформаторах IV габарита и более, в конструкцию замкового соединения введено клиновое устройство (рис. 14,6). В нем между шипом 3, имеющим косой срез, и прямоугольным шипом 5 ярмовой балки помещен стальной клин 7, который с помощью болта 9, вворачиваемого в резьбовое отверстие кронштейна 8, приваренного к шипу подъемной пластины, перемещаясь, расклинивает шипы без зазора. При такой конструкции замкового соединения опорные площади клина и шипа, работающие на смятие, не одинаковы, так как трудно достичь их параллельного расположения. Для исключения этого недостатка в остовах, имеющих большую массу, где распределению усилий между пластинами придается особое значение, шип 3 подъемной пластины делают с круглой выемкой (рис. 14, в), в которую помещают стальной вкладыш 10, имеющий форму сегмента. При навинчивании гайки 12 на болт 11, пропущенный через удлиненные отверстия кронштейнов 13 и 14, клин 7 перемещается по торцевой стенке шипа 5 и скользит по скошенному торцу вкладыша. Вкладыш разворачивается параллельно клину и прижимается к шипу 3 подъемной пластины. При этом опорные поверхности вкладыша и клина с шипами плотно прилегают друг к другу, электрокартонные полосы 6 и прокладка 4 предназначены для электрической изоляции ярмовой балки от подъемной пластины.
Существуют и другие конструкции замковых соединений, в том числе с шипом цилиндрической формы и самоустанавливающимся кольцом, двухклиновые и некоторые другие.
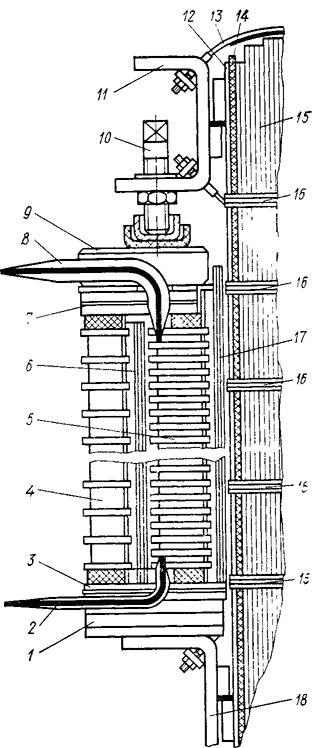
На рис. 15 показано (в разрезе одной фазы) размещение обмоток, изоляции и прессующих устройств на бесшпилечной магнитной системе со стороны отводов обмоток НН трехфазного трансформатора III габарита. Следующий технологический процесс сборки — установка переключателя и соединение обмоток отводами.
Никто пока не комментировал эту страницу.