Магистральные шинопроводы служат для присоединения к ним распределительных шинопроводов, силовых распределительных пунктов, щитов и отдельных мощных электроприемников.
Для сетей переменного тока промышленностью выпускаются шинопроводы серии. ШМА, а для постоянного тока — ШМАД. Технические данные магистральных шинопроводов приведены в табл. 1.
Шинопровод состоит из отдельных секций, соединяемых сваркой, болтами или штепсельными разъемами. В комплект шинопровода, кроме секций, входят ответвительные коробки с предохранителями, автоматическими выключателями и разъединителями; угловые и торцевые крышки; болтовые сжимы; торцевые заглушки; переходные муфты; штепсели, заряженные шнуром; кожухи и изоляционные материалы.
Таблица 1. Технические данные магистральных шинопроводов
| Род тока | Тип | Номи-нальный ток, А | Номинальное напряжение, в |
Количество, шт., и размеры, мм, шин на фазу |
Сечение короба, мм2 |
| Перемен ный |
ШМА73 | 1600 | 660 | 2(90X8) | 300 Х 160 |
| ШМА68Н | 2500 | 660 | 2(120X10) | 444 X 215 | |
| 4000 | 660 | 2(160X12) | 444Х259 | ||
| ШМА16 | 1600 | 660 | 1(160X8) | 237X180 | |
| ШМА73П | 1600 | 660/380 | 2 (90X8) | 300 Х 160 | |
| ЩМА79 | 1000 | 660/380 | 120X6 | — | |
| 1600 | 660/380 | 160X8 | — | ||
| 2500 | 660/380 | 2(120X8) | — | ||
| 4000 | 660/380 | 2(160X10) | — | ||
| Постоянный | ШМАД70 | 1600 | До 1200 | 2(80X8) | 354x166 |
| 2500 | До 1200 | 3 (80X8) | 344x166 | ||
| 4000 | До 1200 | 3 (120Х10) | 410x212 | ||
| 6300) | До 1200 | 3(160X12) | 410x257 | ||
| ШМАДК70 | 1600 | До 1200 | 2 (80X8) | 354 X 166 | |
| 2500 | До 1200 | 3 (80X8) | 344X156 | ||
| 4000 | До 1200 | 3 (120X10) | 410X212 | ||
| 6300 | До 1200 | 3(160X12) | 410X257 |
Технические данные выпускаемых в настоящее время секций магистральных шинопроводов приведены в табл. 2.
Распределительные шинопроводы служат для питания цеховых электроприемников.
Технические данные распределительных шинопроводов приведены в табл. 3, а секций — в табл. 4.
Открытые токопроводы или шинные магистрали монтируют в следующем порядке. В мастерской электротехнических заготовок выполняется заготовка рулонов алюминиевых шин. Шины правят, а затем сваривают между собой в рулоны длиной 50—300 м и наматывают на кассеты. Одновременно проверяют и комплектуют шинодержателями крепежные конструкции с изоляторами, подбирают изоляционные (секционные) вставки, шинные, распорки, натяжные устройства. Комплект материалов открытого токопровода доставляют на место монтажа.
Таблица 2. Секции магистральных шинопроводов
Секция |
Тип шинопровода | |||||||
| ШМА73 | ШМА73П | ШМАВВН | ШМА68Н | ШМАД70 | ШМА16 | ШМА79 | ШМА79 | |
| 1600 А. | 1600 А | 2500 А | 4000 А | 1600 А | 1600 А | 1000 А | 1600 А | |
| Прямая | ||||||||
| Длина, мм: | У3230 | |||||||
| 750 1500 3000 | У2130 | У2130П | У1730 | У1760 | У1690 | — | У3030 | |
| У 2131 | У2131П | У1731 | У1761 | У1691 | — | У3031 | У3231 | |
| У2132 | У2132П | У1732 | У1762 | У1692 | У3332 | У3032 | У3232 | |
| 4500 | — | — | У1733 | У1763 | У1693 | — | — | — |
| 6000 | У2133 | У2133П | — | — | — | — | ||
| Угловая: вертикальная горизонтальная | У2138 | У2138П | У1738 | У1768 | - | У3338 | — | У3239 |
| У2139 | У2139П | У1739 | У1769 | У1695 | У3339 | У3039 | ||
| с изгибом на ребро | — | — | — | — | — | |||
| с изгибом на плоскость | — | — | У1696 | — | — | |||
| Тройниковая: вертикальная | У2150 | : У2140П | У1740 | У1770 | _ | — | — | — |
| У2140 | ||||||||
| горизонтальная | У2141 | У2141П | У1751 | У1781 | — | — | У3041 | У3241 |
| Присоединительная | У2142 | — | У1757 | У1773 | У3342 | У3042 | У3242 | |
| У2144 | — | — | — | — | ||||
| Фазировочная | У2148 | — | У1758 | — | — | — | ||
| У2145 | — | — | — | — | — | |||
| С компенсатором | У2146 | У2146П | У1746 | — | — | — | — | — |
| Подгоночная. | У2147 | У2147П | У1747 | У1777 | У1694 | —- | — | — |
| Гибкая | У2148 | — | У1748 | — | — | — | У3251 | |
| Ответвительная | У3768П | — | — | У3353 | У3051 | |||
| Ответвительная горизонтальная с | ||||||||
| боковым выводом приводов: | У2151 | |||||||
| 630 А | — | — | — | — | — | |||
| 1000 А | — | — | У1742 | — | — | — | — | — |
| Прямая с боковым сжимом | — | — | — | — | _ | У3035 | У3235 | |
Примечание. Кроме секций, приведенных в таблице, выпускаются ответвительвые секции с разъединителем, автоматическими выключателями, предохранителями и переходные на. Другой шинопровод.
Таблица 3. Технические данные распределительных шинопроводов
Тип |
Номинальный ток, А | Номинальное напряжение, В | Размеры шин на фазу, мм | Сечение короба. мм8 |
| ШРА73 | 250 | 380/220 | 35x5 | 284x95 |
| 400 | 380/220 | 50x5 | 284x95 | |
| 630 | 380/220 | 80x5 | 284x125 | |
| ШРА73В | 400 | 380/220 | 50x5 | 284x95 |
| ШРМ75 | 100 | 380/220 | 4(3,56x11,2) | 70Xx80 |
Сначала производят установку концевых и промежуточных опорных конструкций. С помощью электрической лебедки разматывают шины с кассеты и натягивают их поверх нижнего пояса ферм. Начальный конец шины прикрепляют к тяговому тросу лебедки. Во избежание повреждения шин от трения о поверхность ферм на промежуточных опорных конструкциях устанавливают раскаточные ролики.
Таблица 4. Секции распределительного шинопровода
Секция |
Тип шинопровода | Количество присоединений (ответвлений) | ||||
| ШРА73, | ШРА73, | ШРА73, | ШРА73В, | ШРМ75, | ||
| 250 А | 400 А | 630 Л | 400 А | 100 А | ||
| Прямая | ||||||
| Длина, мм: | У2882 | 1 | ||||
| 750 | — | — | — | — | ||
| 1000 | У2020 | У2040 | У20.60 | У2 040 | — | — |
| 1500 | . — | — | — | У2907 | У2881 | 3 |
| 2000 | : —- | ____ | У 2916 | У2878 | 2 | |
| 3000 | У2022 | У2042 | У2062 | У2042 | У2879 | 3 |
| 3000 | — | — | — | — | У2880 | 6 |
| 3000 | — | — | — | — | У2883 | — |
| 3000 | У2018 | У2054 | У2074 | — | — | 2 |
| Угловая, мм: | ||||||
| вертикальная | У2023 | У2043 | У2063 | У2043 | — | |
| вверх | У2024 | У2044 | У2064 | У2044 | — | — |
| вертикальная | У2896 | |||||
| вниз | У2025 | У2045 | У2065 | — | — | |
| горизонтальная правая | У2026 | У2046 | У2066 | ___ | У2897 | — |
| горизонтальная | ||||||
| левая | ||||||
| Гибкая | У2029 | У2049 | У2069 | — | У2884 | — |
| Вводная | У2030 | У2056 | У2076 | У2056 | У2885 | — |
| Подгоночная | У2021 | У2054 | У2074 | — | — | |
| Междуэтажная | — | — | У2915 | — | — | |
| (1500 мм) | У2907 | |||||
| Универсальная | — | — | — | — | — | |
| (1750—2250 мм) | ||||||
Размотку начинают со средней шины. Один конец ее закрепляют на изоляторе с помощью концевого шинодержателя, а второй — в натяжном устройстве, после чего производят предварительную натяжку шины в анкерном пролете.
Перед размоткой и натяжкой одной крайней шины концы натяжных конструкций укрепляют оттяжками во избежание перекоса и поломки их от больших крутящих моментов. Размотку и предварительную натяжку крайней шины производят так же, как и средней. Затем раскатывают вторую крайнюю шину. При ее раскатке и натяжке концы натяжных конструкций дополнительно раскреплять ие требуется (возникновению крутящих моментов препятствует раскатанная первой и предварительно натянутая крайняя шина с другой стороны токопровода). После этого снимают раскаточные ролики и укладывают шины в шинодержатели, устанавливают шинные распорки и производят окончательное натяжение шин с помощью натяжных винтов концевых шинодержателей. В шинодержателях, установленных на промежуточных конструкциях, шины должны свободно перемещаться вдоль линии.
Анкерные натяжные крепления делают по концам магистрали, а также при переходе токопровода через температурные швы здания и в местах установки секционных разъединителей.
Закрытые или защищенные шинопроводы монтируют укрупненными блоками, предварительно собранными в МЭЗ. Магистральные шинопроводы обычно комплектуют в блоки длиной 12 м из трех-четырех секций по 3 м или из двух секций по 4,5 м. В соответствии с разбивкой трассы шинопровода производят сварку секций или соединение их на болтовых сжимах и выполняют изоляцию стыков.
После завершения основных строительных работ на объекте и приемки помещения под монтаж транспортируют укрупненные блоки шинопровода на место монтажа. Секции или блоки укладывают на автомашину с прицепом — на специальный трайлер в один ряд, опорными уголками вниз. Укладку в два ряда делают только при транспортировке в специальных контейнерах. Укладка секций или блоков навалом не допускается.
Разметку оси прокладки шинопроводов и мест установки опорных конструкций производят в соответствии с рабочими чертежами. Разметку ведут гидростатическим уровнем и отвесом или с помощью нивелира по отметкам чистого пола, перекрытий, ферм, балок и других строительных конструкций. Отметки строительной части дает строительная организация.
Магистральные шинопроводы прокладывают на кронштейнах по фермам, колоннам, стенам, балкам, на стойках, устанавливаемых на полу, или подвешивают под перекрытием. Монтаж начинают со сложных узлов: с вертикальных участков или присоединительных секций на подходах к комплектным трансформаторным подстанциям (КТП). Вертикальные участки начинают монтировать с нижней угловой секции и затем наращивают шинопровод вверх до отметки верхнего горизонтального участка. Горизонтальные прямые участки шинопровода, секции с компенсатором и подгоночные секции монтируют в последнюю очередь. Обычно в цеху устанавливают несколько КТП и магистральные шинопроводы от соседних КТП соединяют через секционный автоматический, выключатель. При этом ответственной операцией является фазировка соединяемых шинопроводов. Необходимое чередование фаз обеспечивают с помощью специальных секций, установленных на подходе к КТП.
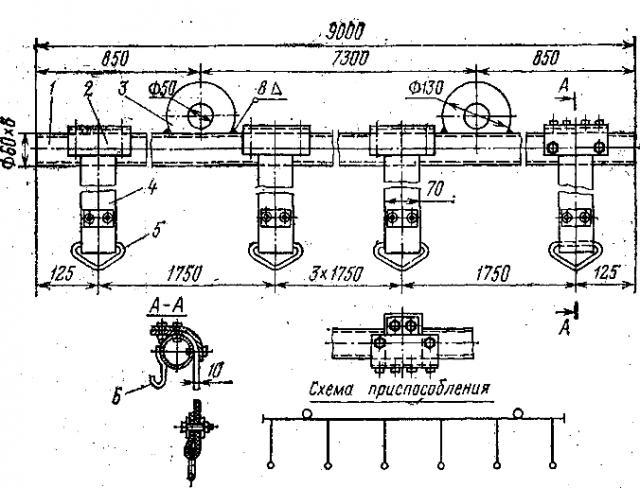
Блоки на опорные конструкции поднимают электролебедками или мостовым краном, а крепление их, сборку и сварку стыков выполняют с автогидроподъемиика, автовышки, самоходных подмостей или мостового крана. При подъеме блоков применяют специальную траверсу, (рис. 1). При монтаже с автогидроподъемника к нижнему поясу ферм крепят монтажный ролик, через который пропускают трос лебедки. К концу крепят траверсу с укрепленным на ней блоком. Лебедкой управляют с пола. Концы блока удерживают от разворота с помощью веревочных оттяжек. При монтаже с мостового крана на настиле крана оборудуют монтажную площадку с ограждением. К ферме перекрытия крепят монтажный ролик, через который пропускают трос электролебедки, устанавливаемой на мосту крана. Если шинопровод устанавливают ниже нижнего пояса ферм, то монтажный ролик крепят в узле этого пояса.
Монтаж с самоходных подмостей выполняют аналогично описанному выше. При прокладке в стесненных условиях, например в подвальных помещениях машинных залов, монтаж выполняют с гидравлической платформы с электроприводом.
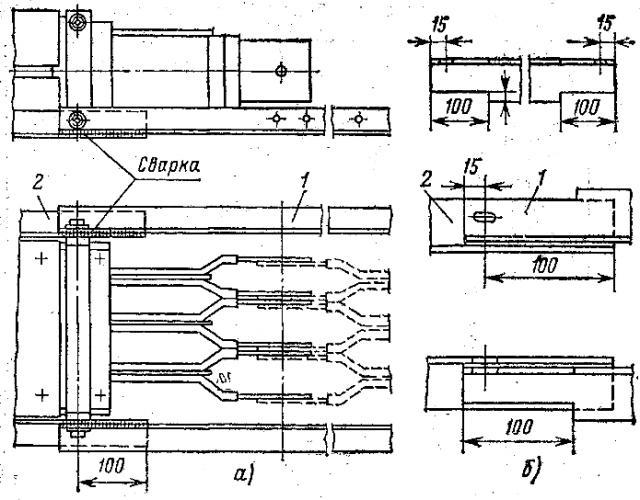
После подъема и установки блоков на места креплений стыкуют смежные секции. При этом опорные уголки секций, являющиеся нулевым проводом и заземляющей магистралью металлического короба, сваривают между собой, создавая тем самым непрерывную цепь заземления и зануления. По концам соединительного уголка делают вырезы, что обеспечивает удобство выполнения сварки опорных уголков (рис. 2). Крепление секций на горизонтальных участках выполняют прижимами, обеспечивающими возможность продольного перемещения при температурных изменениях. На вертикальных участках шинопровод закрепляют на
конструкциях болтами через отверстия, просверленные в опорном уголке.
Шины секций магистральных шинопроводов соединяют болтовыми сжимами или сваркой.
Болтовые сжимы устанавливают на присоединенных и тройниковых секциях, а также в местах, где по каким-либо причинам невозможно производство сварочных работ. При этом необходимо учитывать, что болтовые сжимы поставляют в ограниченном количестве. Во всех остальных случаях шины секций следует соединять сваркой.
При соединении секций необходимо контролировать положение концов шин: внутренняя поверхность крайней шины с большим плечом изгиба (уткой) одной секции должна прилегать к наружной поверхности крайней шины с меньшим плечом изгиба другой секции. Шины подгоночных секций обрезают вразбежку с концов, не имеющих изгибов.
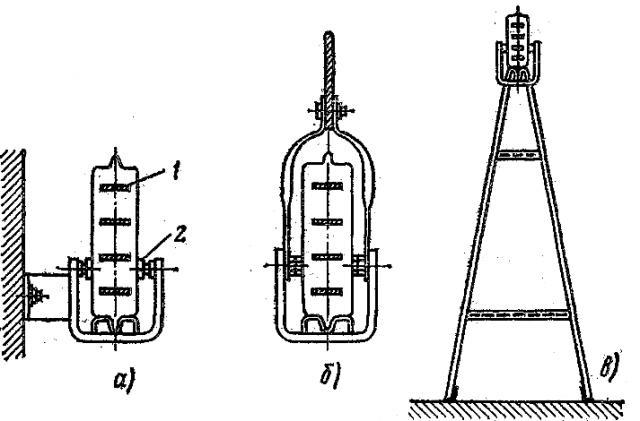
Монтаж распределительных шинопроводов над полом, на стенах и колоннах выполняют на специальных опорных конструкциях (стойках, кронштейнах, подвесах, рис. 3). Опорные конструкции устанавливают заблаговременно, когда производят подготовку и комплектование секций. Расстояние между соседними опорными конструкциями принимают не белее 3 м: Секции шинопре вода в МЭЗ тщательно осматривают для выявления возможных повреждений, удаляют консервирующую смазку с контактных поверхностей токоведущих шин, с токоведущих поверхностей коробов секций и корпусов вводных и ответвительных коробок в местах вводных и ответвительных коробок.
После доставки секций на место установки и подъема на опорные конструкции их закрепляют зажимными болтами. При этом нулевая шина должна располагаться сверху. Короба смежных секций, соединяют винтами и соединительными планками. Соединительные планки приваривают к лапкам, чем обеспечивается непрерывность цепи заземления. Проводники заземления приваривают к соединительной планке. После того как секции соединены, монтажные окна закрывают крышками и закрепляют имеющимися на них прижимами. Вводные коробки устанавливают только в местах соединений секций или в конце шинопровода. Стальную трубу с проводами Питающей линии вводят в коробку через отверстие в её съемном дне или верхней крышке. Корпус коробки крепят к коробу шинопровода винтами. Между съемным дном и корпусом коробки обеспечивают надежный контакт и корпус коробки заземляют перемычкой на, проводнике заземления. Присоединительные элементы вводной коробки располагают снизу соединения шин.
Ответвительные коробки и коробки с указателем напряжения присоединяют через штепсельные окна. Заглушки, закрывающие окна в местах установки коробок, снимают, а крепящие их винты используют для крепления коробок. Перед установкой к коробке подсоединяют провода. При этом участок проводки длиной 0,5 м выполняют гибким проводом для обеспечения возможности снятия коробки без отсоединения проводов. Для ввода проводов сечением более 35 мм2 предварительно увеличивают до необходимого размера отверстие в задней стенке короба.
Провода или оболочку защищенных проводов крепят к коробке специальными скобами. Для надежного закрепления металлической оболочки проводов ее зажимают болтом между двумя швеллерообразными элементами, один из которых приварен к коробке. К этому же болту подсоединяют заземляющий проводник электроприемника, питаемого через данное ответвление от шинопровода.
После окончания монтажа перед включением шинопровода под напряжением проверяют наличие крышек на не занятых коробками монтажных и штепсельных окнах, наличие торцевых крышек на концах шинопровода, надежность всех контактов в цепи заземления от электроприемника до корпуса и самого корпуса шинопровода с заземляющей сетью электроустановки.
Дмитрий
Имеется ли, сейчас в продаже ответвительная секция для шма73 с автоматическим выключателем?