
Все электроды в электролизных ваннах, как правило, включаются параллельно, так что ток электролизера состоит из суммы токов отдельных пар электродов: наоборот, напряжение на ванне равно напряжению на парах электродов. Электролизные ванны, в свою очередь, включаются последовательно, поэтому общее напряжение установки достигает сотен вольт. Исключением являются установки для разложения воды, выполненные по принципу фильтр-пресса, в которых все электроды соединены последовательно.
В связи с тем, что токи в электролизных установках и габариты установок велики, система токоподводов весьма разветвлена, с большим количеством контактов.
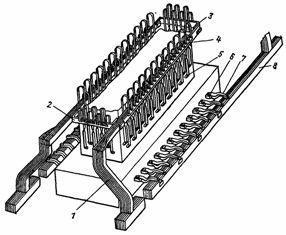
На рис. 1 показана схема ошиновки ванны для электролиза алюминия. Как видно, она весьма сложна, предусматривает двусторонний подвод тока мощными шинными пакетами и применение гибких компенсаторов теплового расширения. Кроме того, на случай необходимости отключения ванн при ремонте предусматриваются перемычки, соединяющие катодные пакеты двух соседних ванн, тем самым одна из них шунтируется.
В качестве материала для шинопроводов применяют алюминий и медь, реже железо. Экономическая плотность тока при электролизе составляет для алюминиевых шин 0,3 - 0,4, для медных 1,0 - 1,3, для шин из стали и чугуна 0,15 - 0,2 А/мм2.
Сечение шин проверяют на потерю напряжения (не более 3%), на нагрев (предельная температура 70° С при окружающей температуре 25° С) и на механическую прочность.Неподвижные контактные соединения выполняют прижимными (шины сжимаются между двумя литыми стальными плитами, стягиваемыми болтами) или сварными. Разъемные контакты выполняют на болтах. Более надежны и удобны клиновые или эксцентриковые зажимы.
 Питание электролизных установок ввиду их большей мощности осуществляют обычно от сети высокого напряжения, и для согласования питающего напряжения с напряжением установок используются специальные понижающие трансформаторы, питающие преобразовательные агрегаты для превращения трехфазного переменного тока в постоянный.
Питание электролизных установок ввиду их большей мощности осуществляют обычно от сети высокого напряжения, и для согласования питающего напряжения с напряжением установок используются специальные понижающие трансформаторы, питающие преобразовательные агрегаты для превращения трехфазного переменного тока в постоянный.
Для питания мощных электролизных установок применяются полупроводниковые выпрямители с плавным регулированием напряжения, так как их КПД высок (98 - 99%), они более надежны и долговечны, просты в обслуживании, постоянно готовы к работе, бесшумны и не имеют токсичных выделений.
При создании мощных электролизных установок приходится включать полупроводниковые вентили параллельно, а иногда и последовательно, что вызывает трудности вследствие некоторого разброса их характеристик. Для выравнивания распределения тока между вентилями при параллельном соединении и напряжения при последовательном применяют специальные схемные решения.
Так как полупроводниковые вентили не способны выдерживать значительные перегрузки по току и напряжению, применяют специальные защитные устройства, закорачивающие вентили в случае их пробоя и отключающие их при появлении опасных повышений напряжения или рабочего тока.
 Регулирование выпрямленного напряжения в установках с полупроводниковыми диодами возможно только на стороне переменного тока. Для этого используют переключение ступеней напряжения главного понижающего трансформатора или специального регулировочного трансформатора с дистанционным переключателем ступеней. Для плавного регулирования напряжения в каждое плечо выпрямительного моста включают реактор насыщения.
Регулирование выпрямленного напряжения в установках с полупроводниковыми диодами возможно только на стороне переменного тока. Для этого используют переключение ступеней напряжения главного понижающего трансформатора или специального регулировочного трансформатора с дистанционным переключателем ступеней. Для плавного регулирования напряжения в каждое плечо выпрямительного моста включают реактор насыщения.
Компоновка вентилей осуществляется обычно в шкафах, выпускаемых на токи 13 000 и 25 000 А и на выпрямленное напряжение 300 - 465 В. Из шкафов комплектуют преобразовательные подстанции, питающие электролизные установки. Охлаждение выпрямительных шкафов может быть воздушным или водяным.
Автоматическое регулирование преобразовательных агрегатов может осуществляться тремя способами: на постоянное напряжение, на постоянную мощность, на постоянный ток.
Регулирование на постоянное напряжение обеспечивает и постоянство тока для процессов, в которых отсутствуют анодные эффекты. Для установок для электролиза алюминия такая система не удовлетворительна, так как при появлении анодных эффектов ток в серии ванн падает и производительность ванн уменьшается, особенно при одновременных анодных эффектах в нескольких ваннах. При этом не только может упасть на 20 - 30% производительность серии ванн, но и нарушается тепловой режим работы электролизных ванн.
 При регулировании на постоянную мощность последняя поддерживается постоянной регулятором, в упомянутом выше случае ток в серии падает, но меньше, чем в предыдущем случае, так как регулятор поднимает напряжение. При этом регулировании отсутствуют изменения потребляемой мощности, что желательно для энергосистемы, но требует наличия на преобразовательной подстанции запаса по напряжению.
При регулировании на постоянную мощность последняя поддерживается постоянной регулятором, в упомянутом выше случае ток в серии падает, но меньше, чем в предыдущем случае, так как регулятор поднимает напряжение. При этом регулировании отсутствуют изменения потребляемой мощности, что желательно для энергосистемы, но требует наличия на преобразовательной подстанции запаса по напряжению.
Регулирование на постоянный ток является с точки зрения удовлетворения требований технологического процесса наилучшим. Однако при таком регулировании в случае падения напряжения в питающей сети или появления анодного эффекта регулятор поднимает питающее напряжение и потребляемая мощность растет. Следовательно, эта система регулирования требует наличия на преобразовательной подстанции запасов как по напряжению, так и по мощности (обычно в пределах 7 - 10%).
В последнее время начаты работы по применению для питания электролизных установок, в которых имеет место явление анодного эффекта, параметрических источников тока, автоматически стабилизирующих ток серии вне зависимости от изменений ее сопротивления.
Обычно элетролизные ванны устанавливают вдоль оси корпуса здания в два или четыре ряда, а питающая подстанция соединяется с ванным корпусом шинопроводами в шинных каналах или на эстакадах. Внутри корпуса шинопроводы располагаются в шинных каналах по обеим сторонам электролизеров.
Никто пока не комментировал эту страницу.