Установленные на активной части обмотки трансформатора соединяют в те или иные схемы, подключают к переключателю и вводам отводами.
До соединения обмотки опрессовывают, а их концы выгибают и готовят к пайке: с конца каждого отдельного провода удаляют изоляцию на длине 40—100 мм (в зависимости от сечения отвода обмотки), а общую изоляцию конца срезают на конус на длине, равной десятикратной ее толщине; очищенные от изоляции концы проводов укладывают так, как указано на чертежах установки обмоток и сборки отводов.
Медные отводы сращивают электроконтактной пайкой, применяя припой МФ2, обеспечивающий хороший электрический контакт и высокую механическую прочность спая (для сращивания проводов при намотке обмоток применяют припой ПСр15).
Подготовленные и сложенные внахлест провода обмотки и отводов зажимают угольными электродами специальных клещей и подают на них напряжение 6—12 В переменного тока. Ток, проходящий через угли и сращиваемые концы, нагревает их до красного свечения и при прикосновении к месту спая палочкой припоя он расплавляется и заполняет зазор между проводниками. При отключении тока и снижении температуры припой затвердевают, надежно соединив провода.
До начала пайки отводы устанавливают на активную часть, подгоняют по месту концы и крепят планками к несущей конструкции. Затем зачищают концы и срезают изоляцию вблизи мест пайки. Новые отводы изготовляют из проводов ПБОТ, круглых прутков или шин прямоугольного сечения. Вначале в зависимости от площади поперечного сечения кусачками, специальными рычажными ножницами или ножовкой отрезают заготовки, затем их выгибают, придавая форму, указанную на чертеже, и производят слесарную обработку концов.
Жесткие отводы (из шин или прутков) выгибают и окончательно обрезают до крепления в планках, а гибкие выгибают по месту установки, предварительно закрепив планками. Концы обмоток очищают от следов лака и изоляции, срезая ее на конус.
Тонкие круглые провода перед пайкой плотно скручивают плоскогубцами (рис. 16,а), сплошные круглые большого сечения сплющивают, опиливают плоским напильником неровности и острые углы и кладут друг на друга (рис. 16,6). В местах пайки концы должны перекрывать друг друга внахлест на 20— 40 мм (в зависимости от площади поперечного сечения). Состоящие из проволочек концы гибкого провода (ПБОТ) с изоляцией, срезанной на конус 3, бандажируют на длине 30—40 мм тонкой медной проволокой (обычно одной из проволок самого провода) и сплющивают. Укладка бандажированных концов 1 гибкого провода 2 для электропайки показана на рис. 16, е. Толщина сплющенной части должна быть равна примерно половине диаметра провода без изоляции.
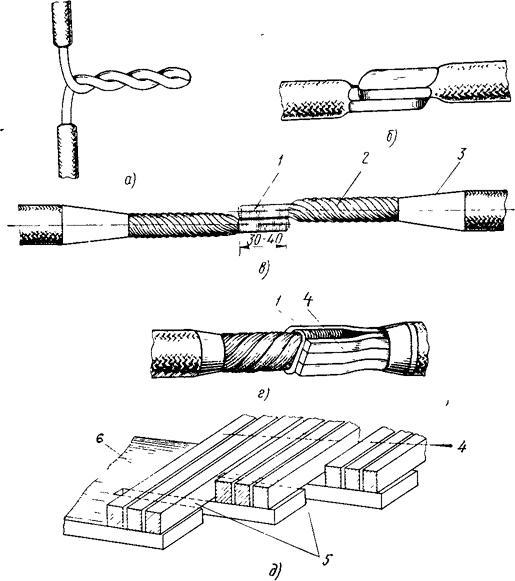
Если нужно соединить гибкий провод с концом обмотки, состоящей из нескольких проводов 4 прямоугольной формы (рис. 16, г), на конце гибкой части делают бандаж 1, а провода обмотки раскладывают вокруг него, как показано на рисунке.
Более трудоемкой является подготовка к пайке и пайка массивных шинных отводов. Такое соединение трудно прогреть при пайке, поэтому шины рассекают на отдельные элементы: на конце шины 6 (рис. 16,5) прорезают щели 5, а провода 4 конца обмотки распределяют по отдельным ее элементам. Их укладывают на шину ребром или плашмя. Чтобы подготовленное соединение не раздвинулось, его временно скрепляют проволокой, удаляемой после пайки.
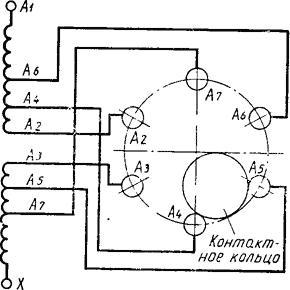
Подготовив все соединения отводов ВН и НН к пайке, проверяют правильность собранной схемы. Для этого определяют группу соединения обмоток и коэффициент трансформации. Дополнительный контроль необходим потому, что в случае ошибки, после пайки и изолировки потребовалась бы большая работа по устранению дефекта (распайка, разизолировка, повторная пайка и изолирование). Особенно большое внимание требуется при соединении и пайке регулировочных отводов. Правильная маркировка ответвлений, стержней А2-А7 переключателя барабанного типа и схемы подключения к нему отводов обмотки ВН с прямой схемой регулирования показаны на рис. 17. После подготовки соединений отводов приступают к их пайке.
Соединения паяют поочередно так, чтобы предыдущие паяные соединения не стесняли доступ к последующим.
При электроконтактной пайке применяют электропаячный аппарат, напильник, нож, слесарный молоток и припой, отлитый в виде палочек. В устройство этого аппарата (рис. 18) входят переносные электроклещи с угольными электродами 2, между которыми помещают спаиваемые концы отводов и зажимают винтом 3. Обе половины клещей изолированы друг от друга и сопряжены шарнирно, они подключены гибким проводом 1 к обмоткам НН сухого однофазного трансформатора 5, который включают в сеть переменного тока, обычно 220 В, рубильником 8 через предохранители 9. Для включения и выключения тока в процессе пайки служат ножная педаль 4 и магнитный пускатель 6. В целях безопасности на педаль подается напряжение не более 36 В от понижающего трансформатора 7; корпус аппарата заземляют.
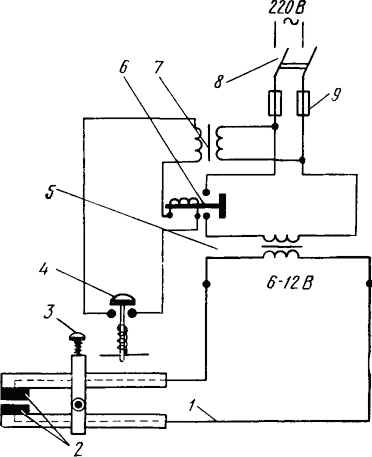
Температуру нагрева соединения при пайке регулируют кратковременным отключением и включением тока. Когда припой начнет плавиться и зазор между концами соединяемых проводников заполнится по всему периметру припоем, ток выключают.
После затвердевания (потемнения) припоя соединение освобождают из клещей и тщательно осматривают. Оно должно быть хорошо (без пропусков) пропаяно, не иметь раковин и выгораний.
Пайку со всех сторон опиливают напильником, скругляя острые углы, наплывы и неровности.
Электроконтактная пайка медно-фосфористыми припоями технологически не сложна, но требует практического навыка, строгого соблюдения правил безопасности труда, особенно при пайке бывших в работе отводов, пропитанных трансформаторным маслом. Чтобы теплота от места нагрева не передавалась обмоткам и изолированной части отводов, голые места проводов по обе стороны спая оборачивают мокрым асбестом.
При намотке обмоток алюминиевые провода сращивают электросваркой с помощью электропаячного аппарата. Она отличается от электроконтактной пайки медных проводов тем, что происходит без применения припоя. Перед сваркой торцовые поверхности проводов тщательно опиливают, укладывают встык между угольными электродами и слегка зажимают. Периодическим нажатием педали включают ток и разогревают соединение до температуры плавления проводов. Как только алюминий начинает плавиться, ток отключают и сближают провода в направлении стыка. Затем место спая охлаждают смоченной в воде салфеткой или струей воды и освобождают от клещей. Образовавшийся вокруг стыка «грат» удаляют кусачками и слесарной пилой.
Подготавливая проводники к сварке, необходимо тщательно обезжиривать режущую часть слесарного инструмента и поверхность проводов в местах стыка; не следует касаться руками этой поверхности.
При электросварке концы, помещаемые между углями электроклещей, не следует сжимать большим усилием, важно определить момент начала плавления алюминия. В противном случае сварка разрушится. Из-за трудности улавливания момента плавления алюминия сварку этим способом проводов диаметром менее 3 мм и одножильных сечением более 80—90 мм2 не производят.
При электропайке медных проводов с алюминиевыми применяют кадмиевый припой. Для этого напильником зачищают поверхности угольных электродов так, чтобы они были параллельны и зажимали соединяемые провода равномерно по всей поверхности нахлеста. Концы проводов сплющивают и тщательно обрабатывают напильником, наждачной шкуркой и обезжиривают. Затем их нагревают электроклещами до температуры плавления кадмиевого припоя и лудят им поверхность проводов до получения тонкого слоя. Далее пластинку кадмиевого припоя помещают между концами соединяемых проводов, зажимают их угольными электродами клещей и, периодически включая ток, разогревают соединение до температуры расплавления припоя. После заполнения расплавившимся припоем зазора между концами проводов ток отключают. Затвердевшее соединение осматривают, место спая опиливают, скругляя острые углы и неровности. Зазор между проводами по всему периметру должен быть заполнен припоем равномерно, без пропусков и раковин.
Переход с алюминия на медь при сборке отводов вызван тем, что пайка медных отводов технологически менее трудоемка, медные отводы обеспечивают большую механическую прочность, которая особенно важна в местах подключения к переключателю и вводам. Кроме того, оксидная пленка на поверхности алюминия не создает надежного электрического контакта. Со временем он ухудшается и может стать причиной повреждения трансформатора.
Соединения пайкой оловянистым припоем по сравнению с электроконтактной медно-фосфористым припоем имеет существенные недостатки; низкую механическую прочность, малую теплостойкость и сравнительно большое электрическое сопротивление. Ее применяют лишь в исключительных случаях, когда невозможно использовать другие способы пайки.
Пайка алюминиевых проводов припоями затруднена из-за наличия на их поверхности оксидной пленки, которая препятствует надежному соединению металлов. Поэтому для пайки алюминия применяют специальные припои, содержащие компоненты, разрушающие оксидную пленку. Однако пайка этими припоями технологически сложна, не обеспечивает механическую прочность соединений и поэтому широкого применения не получила.
Для сращивания алюминиевых проводов и алюминиевых с медными на заводах наряду с другими способами применяется холодная сварка. Сущность ее заключается в том, что при сжатии металлов под большим усилием между ними возникают междуатомные силы сцепления, которые образуют цельнометаллическое соединение, по механической прочности превосходящее основной металл. В ремонтной практике холодная сварка применяется редко.
Аргонно-дуговая сварка является наиболее совершенной и широко применяется при соединении алюминиевых отводов из массивных шин и проводов. Этот способ состоит в том, что в зону горения электрической дуги (плавления металла) подается инертный газ — аргон, предохраняющий металл от окисления кислородом воздуха. Сварку можно выполнять двумя способами: неплавящимися и плавящимися электродами; для этих целей применяются специальные сварочные аппараты.
После пайки места соединений изолируют. Для этого применяют ленты из лакоткани, крепированной или кабельной бумаги и тафтяную шириной 20—40 мм. Крепированную бумагу режут на ленты поперек крепа на бумагорезательном станке или специальном приспособлении, лакоткань — под углом 45° к волокнам основы. Перед изолировкой обгоревшую изоляцию срезают ножом на конус в сторону спая так, чтобы длина конусной части была равна десятикратной толщине изоляции провода на сторону.
Изолирование выполняют вручную, наматывая ленты слоями вполуперекрытие до толщины основной изоляции отвода (рис. 19). В процессе изолировки ленту натягивают, обжимают рукой и следят, чтобы слои ложились плотно, без морщин. Для механической защиты поверх основной изоляции накладывают один слой тафтяной ленты вполуперекрытие.
После окончания изолировки паяных мест отводы дополнительно изолируют кабельной бумагой или рольным электрокартоном в местах прохода через планки, накладывая слои концентрически до требуемой толщины. Ширину полос дополнительной изоляции нарезают с таким расчетом, чтобы они выступали за планки на 25 мм при напряжении до 35 кВ и на 75 мм при 110 кВ. Места паек и отводы НН трансформаторов I и II габаритов обычно не изолируют.
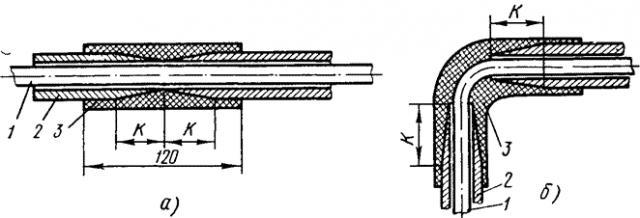
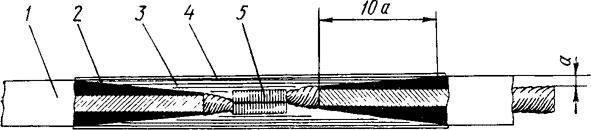
Жесткие отводы напряжением 10—35 кВ, выполненные из круглого провода или прутков, изолируют бумажно-бакелитовыми трубками с толщиной стенок 3—6 мм. В местах стыка трубки срезают на конус, плотно сдвигают и изолируют лакотканью, кабельной или крепированной бумагой до толщины и длины, указанных на чертеже (рис. 20, а). Длину конуса К делают равной десятикратной толщине изоляции, изолированной части — не менее 120 мм (по 60 мм в сторону от места стыка). При соединении под углом трубки сдвигают как можно ближе к месту изгиба и накладывают изоляцию, как показано на рис. 20,6. Места паек не должны попадать между планками креплений. Стыки трубок смежных проводов должны быть смещены один относительно другого не менее чем на 30 мм. После пайки и изолировки отводы крепят планками, подтягивают все болтовые крепления на активной части и предъявляют ее в лабораторию для электрических испытаний.
Никто пока не комментировал эту страницу.