Известно, что в процессе эксплуатации трансформаторов происходит ослабление усилия поджатия обмоток из-за усадки изоляции, релаксации напряжений в системе прессовки и старения материалов. Эти явления вызваны воздействием:
Ослабление усилия поджатия обмоток в случае воздействия импульсных электродинамических нагрузок может привести к деформации витков обмоток и, как следствие, к выходу трансформатора из строя.
Определение остаточного усилия прессовки обмоток трансформатора без разборки трансформатора возможно после решения следующих задач:
Для решения первой задачи представим систему прессовки обмоток трансформатора как механическую систему с несколькими степенями свободы.
Общее уравнение механических колебаний описывается выражением
где А - матрица инерционных элементов; С - матрица квазиупругих коэффициентов; Ч матрица-столбец обобщенных ускорений; q - матрица-столбец обобщенных координат.
Поскольку рассматривается один и тот же трансформатор при различных условиях прессовки обмоток, то матрица одинакова для каждого уровня прессовки. Следовательно, параметрами, определяющими изменение собственных частот, являются коэффициенты матрицы С, определяющие жесткостные характеристики механической системы «магнитопровод - обмотки».
Для определения жесткостностных характеристик обмоток, а точнее системы прессовки обмоток, были проведены исследования нескольких трансформаторов в Среднеуральском трансформаторном цехе. В результате проведения работ были получены зависимости усадки обмоток от усилия прессовки (см. рисунок).
Зависимость между относительными усилиями прессовки и относительными деформациями обмоток хорошо аппроксимируется выражением

где Ρ - усилие прессовки; К - постоянный коэффициент; χ - деформация (усадка) обмотки; η - показатель степени, определяющий характер нелинейности.
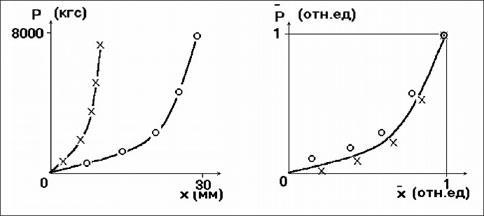
 - относительная деформация обмотки;
- относительная деформация обмотки; - относительное усилие прессовки.
- относительное усилие прессовки.Полученное выражение принято как модель, описывающая жесткость обмоток всех трансформаторов, поскольку материалы, используемые для изготовления обмоток, практически одни и те же и, следовательно, обладают одинаковыми жесткостными характеристиками.
Для систем с распределенными параметрами собственные формы колебаний ортогональны, поэтому каждую форму колебаний можно рассматривать как систему с одной степенью свободы, что значительно упрощает решение поставленной задачи. Собственная частота механической системы с одной степенью свободы определяется выражением
где/ - собственная (резонансная) частота; С - жесткость системы; т - масса.
Поскольку жесткость рассматриваемой системы является функцией от усилия прессовки
то для определения изменения собственной частоты от усилия прессовки воспользуемся отношением собственных частот при различных усилиях прессов
или
где /\ - искомое усилие прессовки; Р2 - известное усилие прессовки; - измеренная собственная частота системы; f2 - известная собственная частота системы; n - показатель степени, определяющий характер нелинейности.
Таким образом, задача определения остаточного усилия опрессовки обмоток трансформатора сводится к измерению собственных частот колебаний системы прессовки обмоток. При этом предполагается, что для данного трансформатора иди типа трансформаторов определены частоты собственных колебаний при известном усилии прессовки, например при его изготовлении иди ремонтной подпрессовке обмоток. Подобные измерения характеризуются как «эталонные».
Для решения второй задачи обратим внимание на особенности конструкции трансформаторов четвертого габарита и выше. В них усилие прессовки обмоток через систему прессовки закорачивается на магнитопровод. В этом случае если обесточить трансформатор, то магнитопровод (всегда имеющий остаточную намагниченность) и обмотки можно рассматривать как некий аналог индукционного акселерометра, обладающего высокой чувствительностью. Собственные частоты данного «датчика» определяются его конструкцией и связаны с системой прессовки обмоток. Собственные частоты акселерометра наиболее целесообразно оценивать при воздействии на него механических нагрузок. Из всего комплекса всевозможных механических нагрузок наиболее дешевым и доступным способом является импульсное механическое воздействие (удар) по наиболее жесткой части бака трансформатора. Звуковая волна, распространяясь по конструкции трансформатора, в том числе и по его активной части, вызывает затухающие механические колебания, которые вызывают сдвиг границ доменов в стержнях магнитопровода, что сопровождается выбросом электромагнитной энергии. Эта энергия обусловливает появление в обмотках трансформатора электродвижущей силы (ЭДС) и позволяет зарегистрировать на вводах расшинованного трансформатора изменение напряжения. Таким образом, при определенных параметрах импульсного механического воздействия на вводах трансформатора можно зарегистрировать процессы электрического напряжения, которые характеризуют механические колебания системы прессовки обмоток.
Следовательно, система регистрации и обработки должна быть направлена на измерение оценок, характеризующих собственные (резонансные) частоты системы прессовки. Этому требованию отвечает ее амплитудно-частотная характеристика (АЧХ). В качестве оценки АЧХ используются спектральные плотности мощности (СИМ) процессов. Следует заметить, что прямое вычисление СИМ дает оценку со многими спектральными составляющими, что несколько затрудняет автоматизированный анализ, поэтому используется АРСС-модель СИМ, которая удовлетворительно сглаживает спектры и близка к АЧХ системы с одной степенью свободы при равномерной опрессовке обмоток.
Эти рассуждения явились базой для разработки методики безразборной диагностики прессовки обмоток силовых масляных трансформаторов четвертого габарита и выше, а также для определения тактико-технических требований к диагностическому комплексу, предназначенному для решения этой задачи.
На семи трансформаторах проведено сравнение диагностируемых усилий прессовки обмоток и фактических, различие не превышало 5-10 %. На этом можно было бы считать поставленные задачи решенными, однако возникают вопросы о допустимом остаточном уровне прессовки обмоток, при котором проводить капитальный ремонт трансформатора нецелесообразно, и «критическом», ниже которого необходимо проводить капитальный ремонт трансформатора.
Решение первого вопроса тесно связано с коэффициентами запаса по токам короткого замыкания, на которые спроектирован данный тип трансформаторов. По неофициальным данным, величина коэффициента запаса по токам короткого замыкания при проектировании трансформаторов принимается не менее двух единиц. Следовательно, запас по механическим нагрузкам при проектных уровнях токов коротких замыканий равен или превышает четыре единицы. Иными словами при прессовке обмоток ~ 25 % от заводского уровня трансформатор выдержит проектное короткое замыкание без каких-либо отрицательных последствий.
Для определения «критического» уровня остаточных усилий прессовки обмоток, ниже которого требуется капитальный ремонт трансформатора с целью подпрессовки обмоток, использованы фактические данные, определенные при эксплуатации трансформаторов. По данным, полученным специалистами Челябэнерго, на трансформаторе, имевшем прессовку ~7 % от уровня заводской опрессовки обмоток, после отдаленного короткого замыкания произошло резкое возрастание параметра ZK. Принято решение в качестве «критического» принять уровень остаточных усилий прессовки обмоток, равный 10 % от заводского. Специалисты Свердловэлектроремонта считают, что «критический» уровень остаточных усилий прессовки обмоток трансформаторов необходимо поднять до 15 % от заводского уровня.
Проведение подпрессовки обмоток трансформаторов является дорогостоящей операцией, поэтому предъявляются высокие требования к точности определения остаточных усилий прессовки обмоток (диагностические испытания). Результаты диагностических испытаний могут быть проверены только при ремонтных работах.
При ремонте трансформаторов косвенная оценка остаточного усилия прессовки обмоток может быть выполнена несколькими способами, из них наиболее очевидные:
Рассмотрим некоторые методические погрешности, которые необходимо принимать во внимание при использовании указанных способов.
При оценке усилия прессовки обмоток по крутящему моменту следует учитывать, что в процессе эксплуатации трансформатора прессующие винты подвергаются воздействию значительных пульсирующих нагрузок, вызванных изменением геометрических размеров магнитопровода (явление магнитострикции) и электродинамических сил, возникающих в обмотках. Это, безусловно, оказывает существенное влияние на состояние резьбового соединения.
Фактором, определяющим величину крутящего момента, является коэффициент трения, который на практике может изменяться в больших пределах, кроме того, существует различие между значениями коэффициента трения покоя и скольжения. Коэффициент трения скольжения сталь по стали со смазкой равен ~ 0,01, а коэффициент трения покоя ~ 0,15. Таким образом, влияние только коэффициента трения может привести к изменению величины крутящего момента в 15 раз. Кроме того, коэффициент трения зависит от материалов трущихся поверхностей, чистоты обработки, наличия смазки и т. п. Также следует отметить, что воздействие пульсирующих нагрузок на резьбовое соединение с равной вероятностью может приводить к взаимно противоположным явлениям:
При оценке усилия прессовки обмоток по началу деформации (смещению) прессовочного коппа необходимо учитывать всю совокупность взаимосвязанных параметров, влияющих на точность измерений:
Определению «веса» каждого элемента конструкции, участвующего в под- жатии обмоток, и их взаимовлиянию, а также теоретическому обоснованию оптимальной технологии ремонтной подпрессовки обмоток посвящен данный доклад.
В качестве объекта исследований принят трансформатор ТДЦ-400000/220, в котором используется типовая силовая схема прессовки обмоток, характерная для трансформаторов 4-го габарита и выше, где усилие прессовки закорочено на магнитопровод.
В силовой схеме прессовки обмоток целесообразно рассмотреть следующие оценки величин и форм деформаций элементов конструкции трансформатора:
Были проведены расчеты по каждому элементу конструкции.
При проведении расчетов принято допущение, что жесткостные характеристики всех рассматриваемых элементов конструкции линейны. Результаты вычислений показали, что при заводской прессовке деформации (усадка) силовых элементов конструкции трансформатора составили:
Следует отметить, что кольцо после опрессовки приобретает волнообразную форму с максимальными прогибами в районе прессующих винтов. Расстояние между точками максимальных прогибов и выпуклостей превышает 0,5 мм. Следствием этого замечания является выбор места установки мерительного инструмента.
Результаты расчетов с различными исходными условиями позволили сделать следующие рекомендации методике ремонта трансформаторов:
Опыт работы с ремонтными службами Челябэнерго, Свердловэнерго и Сургутских электрических сетей заставил обратить внимание на следующие, с нашей точки зрения, весьма важные факторы: тепловой, временной, силовой.
Все они жестко связаны между собой. Рассмотрим каждый из них.
Тепловой фактор - влияние температуры на усилие опрессовки обмоток. При нагревании (охлаждении) меняются линейные размеры силовых элементов конструкции трансформатора. Коэффициенты линейного расширения стали, меди и картона существенно разнятся. Поэтому при повышении температуры трансформатора происходит увеличение внутренних усилий в системе прессовки обмоток, т. е. увеличение усилия опрессовки обмоток. Это явление наблюдалось при испытаниях трансформатора ТЦ-630000/500 на РГРЭС, где после подпрессовки обмоток до усилия 0,8 от заводского при температуре +40 °С при охлаждении его до — 6 °С усилие прессовки снизилось почти до нуля.
Временной фактор - влияние времени на усилие опрессовки обмоток. При механическом нагружении любых конструкций и материалов упругие напряжения с течением времени переходят в пластические деформации (явление релаксации). Особенно это заметно на материалах, имеющих нелинейные механические характеристики (дерево, картон, бумага, резина и пр.). Влияние этого фактора было отчетливо прослежено при испытаниях трансформатора ТДТГ-60000/110 в трансформаторном цехе Среднеуральска и на подстанции «Свердловская».
Силовой фактор - величина усилия прессовки обмоток при ремонте трансформатора. При конструировании любых машин и механизмов всегда закладываются некоторые запасы по прочности, которые расходуются в процессе эксплуатации. С течением времени происходят старение материалов, ухудшение их механических характеристик и, следовательно, уменьшение запаса по прочности. Поэтому нагружение обмоток заводским усилием при ремонте может привести к ухудшению механических свойств системы «консоль - обмотки» (жесткость, прочность, устойчивость), что имело место при ремонте трансформаторов.
Целесообразно провести работы по совершенствованию технологии подпрессовки обмоток для улучшения качества ремонта и соответственно увеличения срока службы трансформатора.
В настоящее время данной методикой пользуются энергопредприятия: МЭС и МРСК Урала, МРСК Сибири, Татэнерго и некоторые другие. Обследовано несколько сотен трансформаторов, отзывы положительные.
Никто пока не комментировал эту страницу.